
专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250

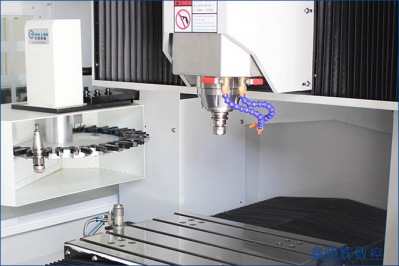
薄壁石墨电极在数控加工中是有一定难度的,主要是容易发生边角崩碎,表面质量和尺寸精度难以保证,所以加工薄壁石墨电极需要设置正确的程序、合理选择切削参数、合理选择刀具材料及合理选择切削用量等措施。选择合适的石墨精雕机非常重要,鑫腾辉数控是有多年机床生
普通的机床可以加工陶瓷材料,大部分加工厂用的就是普通型号的机床,包括我们以前也是,只要选好刀具材料,设定好主轴转速等相关参数,加工陶瓷顶梳就没什么问题了,这里的“没什么问题”,只是单单论能否把陶瓷顶梳加工出来,用普通的机床
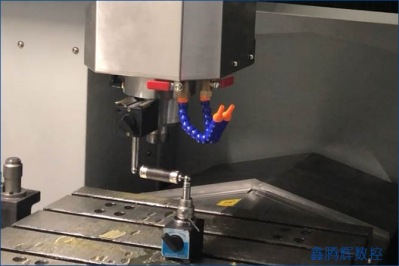
数控机床的操机水平不仅要体现在操作的加工的连贯性上,还要体现在应对日常加工中出现的问题进行有效的预防并合理的规避。数控机床的实际加工过程中会出现撞机,工件表面、曲面粗糙,刀具崩刃等现象。一名合格的机床操作员应在操作伊使阶段将可能发生的故障可能性将至最低。鑫腾辉
近些年来,石墨的应用越来越广泛,其中石墨电极渐渐取代了铜电极,成为一种新型电极材料。石墨是层状结构,层与层之间相对容易发生滑移,这使得石墨从材料方面来说是属于易切削的材料,但由于石墨的同位素是碳,硬度较高,所以切削过程中刀具磨损严重,

螺旋铣孔作为一种新型孔加工方式,具有切削过程平稳、刀具承受切削力小和一次加工即可满足精度要求的优点。那么,传统钻削与螺旋铣孔加工工艺有什么不同呢?鑫腾辉数控雕铣机具有结构稳定性强、加工精度高、使用寿命长、可以对工件进行高速加工等特点,不管是铣孔还是其他,都能保

高速铣削一般采用高的铣削速度, 适当的进给量, 小的径向和轴向铣削深度,铣削时,大量的铣削热被切屑带走,因此,工件的表面温度较低。随着铣削速度的提高,铣削力略有下降,表面质量提高,加工生产率随之增加。但在高速加工范围内,随着铣削速度的提高会加剧刀
氮化硅粉体作为多晶硅铸锭用石英坩埚的脱模剂的应用,最早是日本UBE公司根据美国多晶硅铸锭炉GTSolar公司的需求而推向市场的。随着光伏多晶硅的发展,在2010年前,日本UBE与德国Starck在全球的光伏级氮化硅粉体市场一路高歌猛进,其价格也持续飙升,疯狂的


