专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
钛合金这种材料原来都是用在高精密度的航天产品上,其中的钛合金的加工更是做的非常的保密,现在来看随着社会的进步,数控加工各种钛合金材料都变得非常常见,钛合金数控加工机床也逐渐变得常见了,鑫腾辉数控专门生产各种专用数控机床,可以加工钛合金的数控机床我们已经有了多年的生产经验,产品已经非常的成熟了,钛合金数控加工机床价格咨询139_234_13250。

机床特点:


双区分离设备设计——将加工区域和电器区设计为两个独立区域,互不干涉。机床维护清理十分便利,同时延长精密电器组件的使用寿命,延缓线路老化。

大功率电主轴——根据用户实际加工需求,可选装高达8.0KW的超大功率主轴。采用法兰盘式结构,主轴刚性更好、运行更稳定、加工更有力。

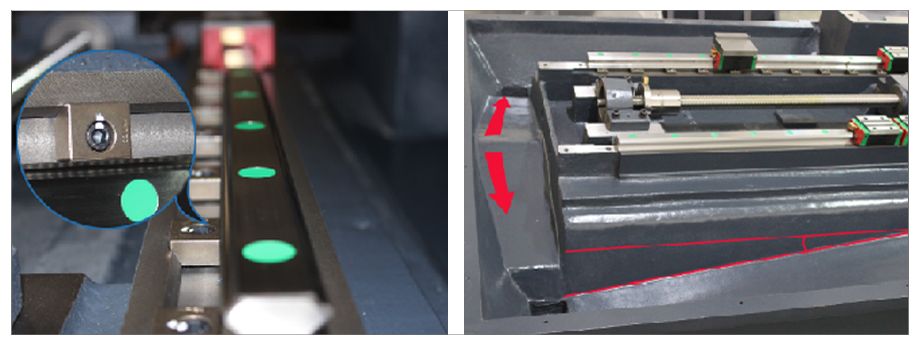
重载机身——采用低重心,高强度米汉那级铸铁打造的优质机身,承载能力更强、机床抑振性能更优、加工效果更佳。
高速模具精雕机床功能:
自动换刀系统(选配):本机可选装自动换刀系统,该系统具备高速自动换刀功能,换刀速度快且刀库容量大,能够有效提升加工效率,节约人力成本。
24小时不间断运行:M650模具精雕机系列机床,针对模具加工的特点优化了机床的散热和润滑系统,即使是持续的高强度加工,机床依旧能够轻松应对。
精密自动对刀:只需一键操作,即可完成刀具的自动对刀,方便快捷。
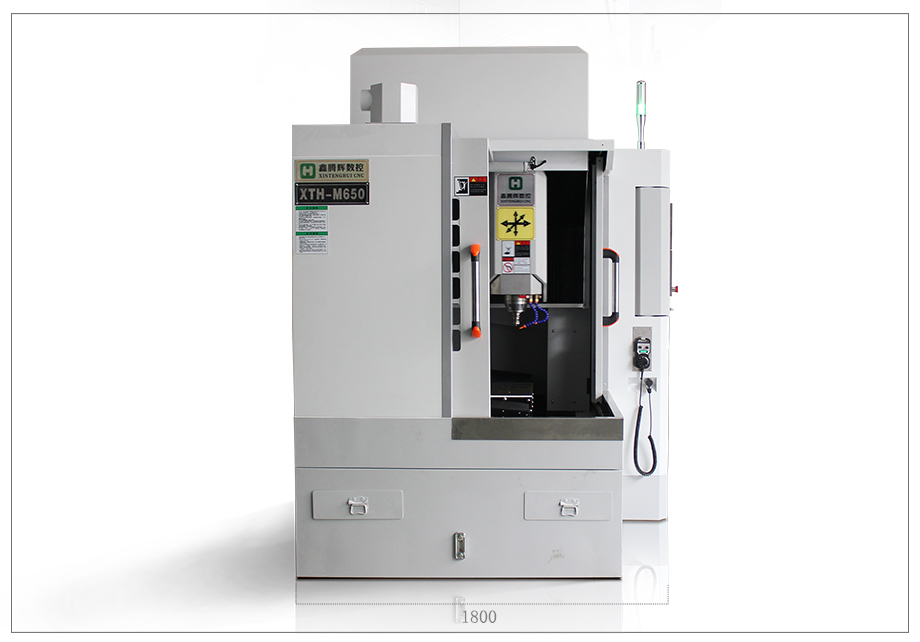
产品实拍图:


高速模具精雕机的应用:
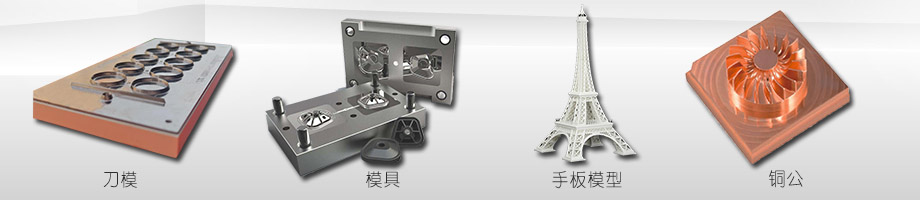
高速模具精雕机是一台专为精密模具加工设计的机床,又称“高速模具雕铣机”。高速模具精雕机相对加工中心来说具有更高的加工精度和更佳的表面光洁度,很多时候与加工中心配合使用。模具是CNC加工中最为常见的一类,有塑胶模、硅胶模、冲压模、鞋模、刀模等等,采用M650模具精雕机即可实现对此类产品的精密加工。
塑胶模具
塑胶模具主要是指用于注射、压塑、吹塑、挤塑、吹塑以及低发泡成型的复合模具的统称。利用凸、凹两种模具及辅助成型系统的相互作用,就能制造出不同尺寸规格的塑胶制品。塑胶模具发展的比较早,尽管近些年模具行业的发展处于低谷期,但是很多时候人们还是要采用这种制造手段来实现产品的批量化生产。
紫铜电极
紫铜电极是模具制造过程中又一个关键环节,就是人们通常所说的“铜公”。对于一些不能直接通过CNC加工成型的模具构造,往往就要借助铜公来实现,通过紫铜电极在火花机上放电,来实现你所需要的构型。M650模具精雕机可以加工各类高精密铜公。
手板治具
手板治具这一领域使用模具精雕机在几年前是比较少见的,随着近几年手板治具对精度以及材料的要求都不断提升,使得现在很多的手板厂商都开始采用模具精雕机来加工,这样能够大大提升产品的加工精度以及加工效果。
刀模
刀模是高速模具精雕机比较擅长的一种加工产品,通过高速主轴获取更优异的切削能力,加工出完美的刀锋。
高速模具精雕机是数控机床的一种,高速模具精雕机比传统机型拥有更高的转速,提供更好的加工效果。下面我们来看看日常保养时我们应该注意的哪些细节。
1、润滑油泵是为机床部件提供润滑的一个核心组件,如果运行不畅会导致机床严重磨损,严重者甚至造成导轨生锈。因此我们要按时检查油泵工作是否正常,并注意启动时能否提供润滑油。
2、机床内部的清洁同样重要,每次加工完后要清理干净,防止碎屑进入导轨面。
3、在高速模具精雕机的运行过程中,使用者应时刻关注其运行状态,并做好定期维护工作,以此来保持高速模具精雕机的运行效果,延长其寿命,保证雕铣的质量。
4、需要定期对导轨进行维护及保养,并每天检查导轨润滑油量,如果油不够,应添加润滑油。
5、加工石墨及陶瓷等时,请使用石墨精雕机。因为加工石墨和陶瓷材料,加工灰尘大,容易进入导轨中,影响使用寿命。
6、导轨需要保持润滑,避免出现摩擦等问题,导致温度升高。导轨一般是自动润滑的,若发现导轨没有润滑,就需要检查分流阀。
7、要保持电柜箱的清洁干燥,防止因内部潮湿导致的短路现象。
联系方式:
东莞市望辉机械有限公司
联系人:许先生
联系电话:139 234 13250
厂址:东莞市大朗镇犀牛陂村瓦窑街35号
网址:www.jdjcnc.com
为什么我们认为钛合金是一种难加工材料?因为对其加工机理和现象缺乏深刻的认识。只有弄明白了钛合金加工的物理现象,才能做好钛合金的加工。
1.钛加工的物理现象
钛合金加工时的切削力只是略高于同等硬度的钢,但是加工钛合金的物理现象比加工钢要复杂得多,从而使钛合金加工面临巨大的困难。
大多数的钛合金的热导率很低,只有钢的1/7,铝的1/16。因此,在切削钛合金过程中产生的热量不会迅速传递给工件或被切屑带走,而集聚在切削区域,所产生的温度可高达1 000℃以上,使刀具的刃口迅速磨损、崩裂和生成积屑瘤,快速出现磨损的刀刃,又使切削区域产生更多的热量,进一步缩短刀具的寿命。
切削过程中产生的高温同时破坏了钛合金零件的表面完整性,导致零件几何精度下降和出现严重减少其疲劳强度的加工硬化现象。
钛合金的弹性对零件性能来说可能是有益的,但是在切削过程中,工件的弹性变形是产生振动的重要原因。切削压力使“弹性”的工件离开刀具和反弹,从而使刀具与工件之间摩擦现象大于切削作用。摩擦过程也会产生热,加重了钛合金导热性不良问题。
加工薄壁或环形等易变形零件时,这个问题就更加严重,将钛合金薄壁零件加工到预期的尺寸精度不是一件容易的事。因为随着工件材料被刀具推开时,薄壁的局部变形已经超出弹性范围而产生塑性变形,切削点的材料强度和硬度明显增加。此时,按照原先确定的切削速度加工就变得过高,进一步导致刀具急剧磨损。“热”是钛合金难加工的“罪魁祸首”!








