专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
现在的模具行业也是比较难做的了,市场的大环境不好,整个行业当中的利润也不高,但是经过这一段时间的疫情,中国成为了世界工厂的事实几乎已经成为定数在哪个时候,模具行业,一定会迎来一个新的快速发展的新时机,模具精雕机也会在将来大放异彩。数控精雕机厂家模具精雕机鑫腾辉数控价格咨询电话139-234-13250。

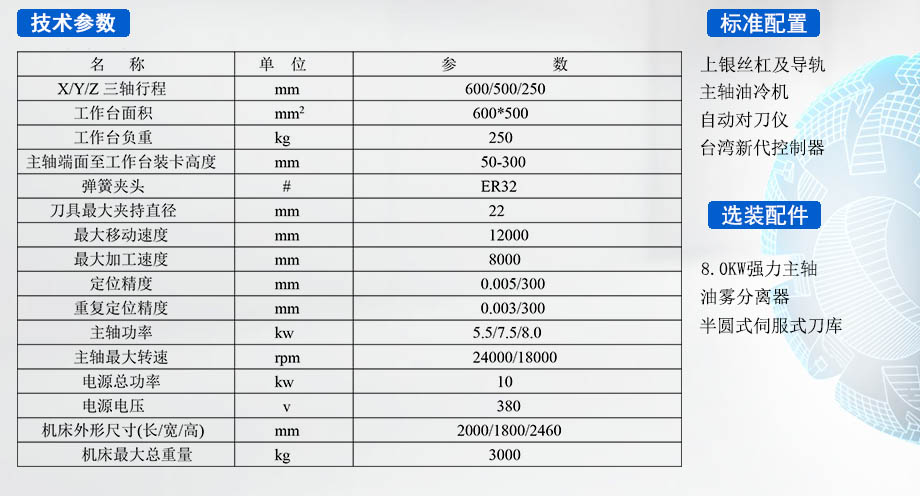
机床特点:


双区分离设备设计——将加工区域和电器区设计为两个独立区域,互不干涉。机床维护清理十分便利,同时延长精密电器组件的使用寿命,延缓线路老化。

大功率电主轴——根据用户实际加工需求,可选装高达8.0KW的超大功率主轴。采用法兰盘式结构,主轴刚性更好、运行更稳定、加工更有力。

重载机身——采用低重心,高强度米汉那级铸铁打造的优质机身,承载能力更强、机床抑振性能更优、加工效果更佳。
机床功能:
自动换刀系统(选配):本机可选装自动换刀系统,该系统具备高速自动换刀功能,换刀速度快且刀库容量大,能够有效提升加工效率,节约人力成本。
24小时不间断运行:M650模具精雕机系列机床,针对模具加工的特点优化了机床的散热和润滑系统,即使是持续的高强度加工,机床依旧能够轻松应对。
精密自动对刀:只需一键操作,即可完成刀具的自动对刀,方便快捷。
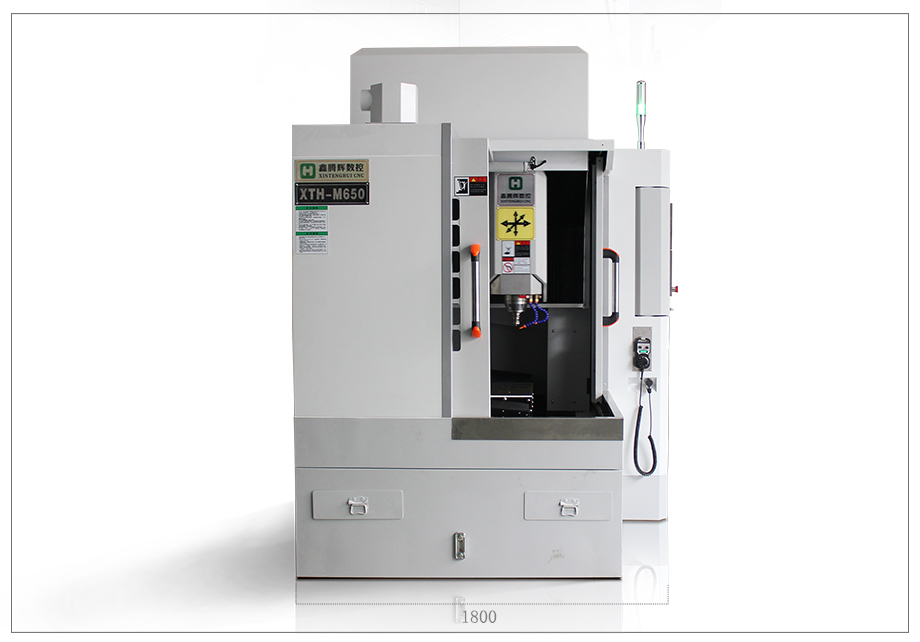
产品实拍图:


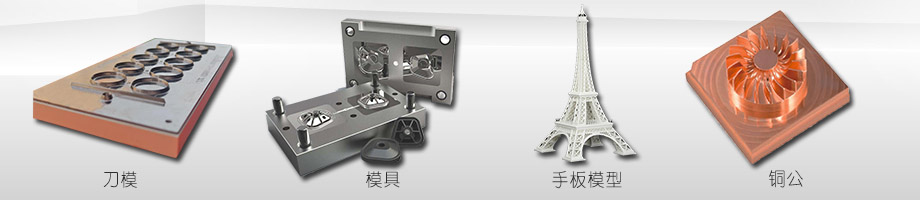
模具精雕机的应用:
M650模具精雕机是一台专为精密模具加工设计的机床,又称“模具雕铣机”。模具精雕机相对加工中心来说具有更高的加工精度和更佳的表面光洁度,很多时候与加工中心配合使用。模具是CNC加工中最为常见的一类,有塑胶模、硅胶模、冲压模、鞋模、刀模等等,采用M650模具精雕机即可实现对此类产品的精密加工。
塑胶模具
塑胶模具主要是指用于注射、压塑、吹塑、挤塑、吹塑以及低发泡成型的复合模具的统称。利用凸、凹两种模具及辅助成型系统的相互作用,就能制造出不同尺寸规格的塑胶制品。塑胶模具发展的比较早,尽管近些年模具行业的发展处于低谷期,但是很多时候人们还是要采用这种制造手段来实现产品的批量化生产。
紫铜电极
紫铜电极是模具制造过程中又一个关键环节,就是人们通常所说的“铜公”。对于一些不能直接通过CNC加工成型的模具构造,往往就要借助铜公来实现,通过紫铜电极在火花机上放电,来实现你所需要的构型。M650模具精雕机可以加工各类高精密铜公。
手板治具
手板治具这一领域使用模具精雕机在几年前是比较少见的,随着近几年手板治具对精度以及材料的要求都不断提升,使得现在很多的手板厂商都开始采用模具精雕机来加工,这样能够大大提升产品的加工精度以及加工效果。
刀模
刀模是一种比较特殊的模具制品,通过它的名字可以看出,这是一种用于切割的模具,刀模在制鞋领域应用较多。首先采用模具精雕机在特殊的模具钢料上加工出锋利的刀锋,然后再将它安置在相关设备上,再通过设备施加足够的压力,达到对皮革等材料切削的目的。刀模的主要用户目前主要集中在福建地区。
联系方式:
东莞市望辉机械有限公司
联系人:许先生
联系电话:139 234 13250
厂址:东莞市大朗镇犀牛陂村瓦窑街35号
网址:www.jdjcnc.com
给大家带来最简单实用、也是最基本的加工中心对刀。
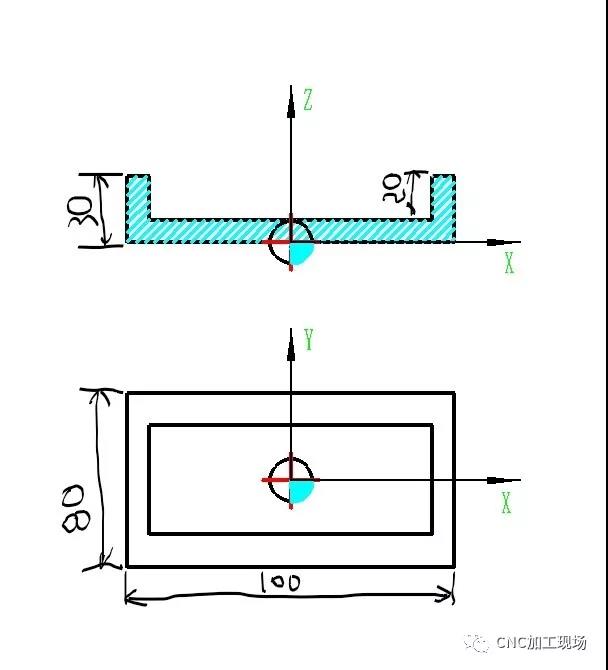
如图内轮廓型腔零件图,采用寻边器对刀,其详细步骤如下:
( 1 ) X 、 Y 向对刀
①将工件通过夹具装在机床工作台上,装夹时,工件的四个侧面都应留出寻边器的测量位置。
②快速移动工作台和主轴,让寻边器测头靠近工件的左侧;
③改用微调操作,让测头慢慢接触到工件左侧,直到寻边器发光,记下此时机床坐标系中的 X 坐标值, 如 -310.300 ;
④抬起寻边器至工件上表面之上,快速移动工作台和主轴,让测头靠近工件右侧;
⑤改用微调操作,让测头慢慢接触到工件左侧,直到寻边器发光,记下此时机械坐标系中的 X 坐标值,如 -200.300 ;
⑥若测头直径为 10mm ,则工件长度为 -200.300-(-310.300)-10=100 ,据此可得工件坐标系原点 W 在机床坐标系中的 X 坐标值为 -310.300+100/2+5= -255.300 ;
⑦同理可测得工件坐标系原点 W 在机械坐标系中的 Y 坐标值。
( 2 ) Z 向对刀
①卸下寻边器,将加工所用刀具装上主轴;
②将 Z 轴设定器(或固定高度的对刀块,以下同)放置在工件上平面上;
③快速移动主轴,让刀具端面靠近 Z 轴设定器上表面;
④改用微调操作,让刀具端面慢慢接触到 Z 轴设定器上表面,直到其指针指示到零位;
⑤记下此时机床坐标系中的 Z 值,如 -250.800 ;
⑥若 Z 轴设定器的高度为 50mm ,则工件坐标系原点 W 在机械坐标系中的 Z 坐标值为 -250.800-50-( 30-20)=-310.800 。
( 3 )将测得的 X 、 Y 、 Z 值输入到机床工件坐标系存储地址中( 一般使用 G54-G59 代码存储对刀参数 )。
4、注意事项
在对刀操作过程中需注意以下问题:
( 1 )根据加工要求采用正确的对刀工具,控制对刀误差;
( 2 )在对刀过程中,可通过改变微调进给量来提高对刀精度;
( 3 )对刀时需小心谨慎操作,尤其要注意移动方向,避免发生碰撞危险;
( 4 )对刀数据一定要存入与程序对应的存储地址,防止因调用错误而产生严重后果。
二、刀具补偿值的输入和修改
根据刀具的实际尺寸和位置,将刀具半径补偿值和刀具长度补偿值输入到与程序对应的存储位置。
需注意的是,补偿的数据正确性、符号正确性及数据所在地址正确性都将威胁到加工,从而导致撞车危险或加工报废。








