专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
加工模具使用专用的模具精雕机,做起来是非常迅速的,关键还能保持非常高的精度。模具行业最近的几年没有那么的火爆了,但是一些高精密的模具现在做的也是非常好的,并且生意做得也是越来越好,现在还可以做一些出口的单子。让模具加工做得越来越好,就需要专用的数控模具精雕机,鑫腾辉数控专业生产各种数控精雕机已经有近十年的时间了,模具精雕机技术成熟,产品性能稳定,价格咨询电话139_234_13250。

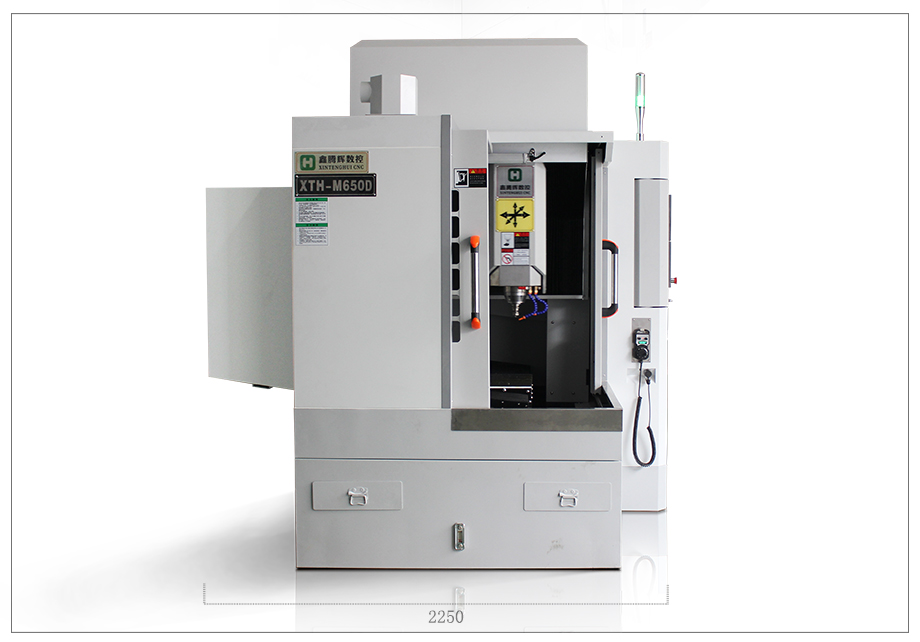
机床特点:


双区分离设备设计——将加工区域和电器区设计为两个独立区域,互不干涉。机床维护清理十分便利,同时延长精密电器组件的使用寿命,延缓线路老化。

伺服刀库——配备容量多达12把的伺服刀库,采用伺服传动比气缸推进机构换刀速度更快,运行更稳定。

重载机身——采用低重心,高强度米汉那级铸铁打造的优质机身,承载能力更强、机床抑振性能更优、加工效果更佳。
机床功能:
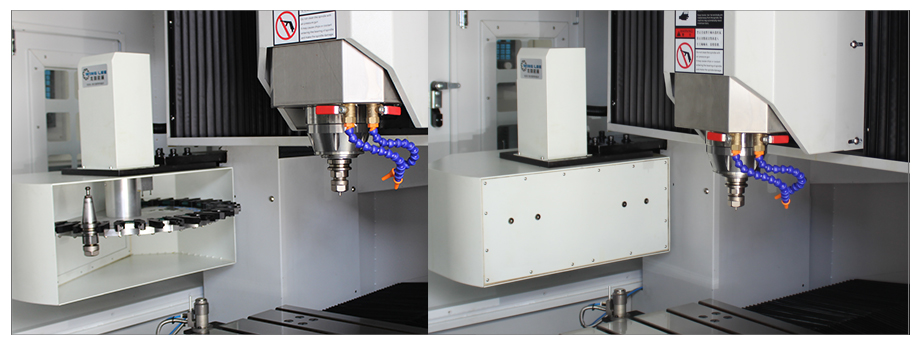
自动换刀系统:本机标配自动换刀系统,该系统具备高速自动换刀功能,换刀速度快且刀库容量大,能够有效提升加工效率,节约人力成本。
24小时不间断运行:M650模具精雕机系列机床,针对模具加工的特点优化了机床的散热和润滑系统,即使是持续的高强度加工,机床依旧能够轻松应对。
精密自动对刀:只需一键操作,即可完成刀具的自动对刀,方便快捷。
产品实拍图:


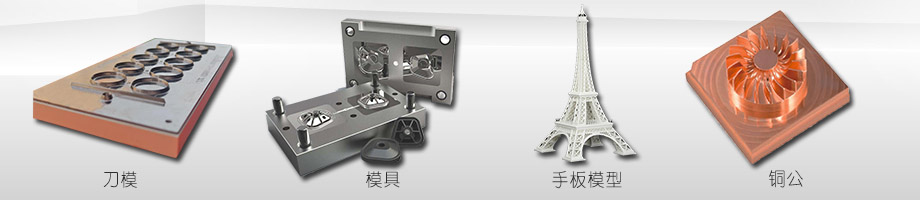
模具精雕机的应用:
M650D带刀库模具精雕机是一台功能强大的CNC模具精加工机床。模具精雕机相对加工中心来说具有更高的加工精度和更佳的表面光洁度,很多时候与加工中心配合使用。模具是CNC加工中最为常见的一类,有塑胶模、硅胶模、冲压模、鞋模、刀模等等,采用M650模具精雕机即可实现对此类产品的精密加工。
塑胶模具
塑胶模具主要是指用于注射、压塑、吹塑、挤塑、吹塑以及低发泡成型的复合模具的统称。利用凸、凹两种模具及辅助成型系统的相互作用,就能制造出不同尺寸规格的塑胶制品。塑胶模具发展的比较早,尽管近些年模具行业的发展处于低谷期,但是很多时候人们还是要采用这种制造手段来实现产品的批量化生产。
紫铜电极
紫铜电极是模具制造过程中又一个关键环节,就是人们通常所说的“铜公”。对于一些不能直接通过CNC加工成型的模具构造,往往就要借助铜公来实现,通过紫铜电极在火花机上放电,来实现你所需要的构型。M650模具精雕机可以加工各类高精密铜公。
手板治具
手板治具这一领域使用模具精雕机在几年前是比较少见的,随着近几年手板治具对精度以及材料的要求都不断提升,使得现在很多的手板厂商都开始采用模具精雕机来加工,这样能够大大提升产品的加工精度以及加工效果。
刀模
刀模是一种比较特殊的模具制品,通过它的名字可以看出,这是一种用于切割的模具,刀模在制鞋领域应用较多。首先采用模具精雕机在特殊的模具钢料上加工出锋利的刀锋,然后再将它安置在相关设备上,再通过设备施加足够的压力,达到对皮革等材料切削的目的。刀模的主要用户目前主要集中在福建地区。
联系方式:
东莞市望辉机械有限公司
联系人:许先生
联系电话:139 234 13250
厂址:东莞市大朗镇犀牛陂村瓦窑街35号
网址:www.jdjcnc.com
在精密机械零配件加工中的刚度,通常指被加工零件抵抗合成外力的强度,在车削加工中,车床—夹具—刀具构成的工艺系统是弹性系统,这是因为机床在运转时有运动偏差,并带动安装其上的工装在旋转时产生偏差,以及刀具架在加工中平移走刀时,被加工零件对刀具架有反作用力,使之变形,故从整体上看,机加工是“以一个偏差影响或纠正另一个偏差”的动态被偿过程,薄壁型零件加工时对此较为敏感。
由于工艺系统刚性不足,加工时会产生弹性压移,形成加工误差,又由于工艺系统刚度沿工件面的各个位置不同,所以加工后的零件各截面的尺寸也不一致。以轴加工为例, 在轴上的各截面尺寸就是圆度,因此刚性弱的机械零件加工时容易在加工表面造成几何误差。
鉴于上述薄壁套件在安装和装夹中的风险因素,定位薄壁套件,减少夹紧误差,使薄壁套件受力均匀,对被加工件的装夹定位,受力点面的确定以及切削过程中控制车刀进刀量和工件转速都是加工工艺方案和工装制备中要考虑的主要因素。
由于普通三爪卡盘的卡爪夹持面不是同一个面,在零件两次装夹过程中,不能保证零件处于同一中心位置,因此,若工件直接夹在车床的三爪卡盘上,势必会影响其同轴度,软三爪通过螺钉被固定在三爪卡盘上,车床加工出中心孔,这样工件在套上芯轴后,经直接装夹卡盘的中心位置准确度高,此时芯轴的圆跳动就是机床主轴本身的圆跳动,因此,软三爪又被称作定位爪。








