专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
在日常操作CNC过程中,刀具和工件接触是必然的,并且到加工过程中的刀具出现磨损、断刀、弹刀都是不可避免的一种现象,虽然说不可完全避免,但至少可以降至最低。那么在CNC加工过程中出现弹刀应该采取哪些处理措施呢?鑫腾辉数控专注于数控机床行业已有十余年时间,坚持“ 顾客至上,诚信为本"的原则,公司自从以来就凭借着过硬的专业技术、完善的管理体系和诚信为本的经营理念,赢得了广大客户的肯定和认可;同时累积了丰富宝贵的设计生产经验。鑫腾辉数控今天讲解规范常见弹刀区域的处理方式,避免类似形状面反复出现弹刀。
弹刀原因分析
A. 余量过大且余量不均匀。
B. 刀具伸出长过长,超出 5 倍直径以上。
C. 加工参数不合理,F、S、切深不匹配。
D. 刀具加工过程中磨损严重而未及时更换。
E. 加工时吹气不充分,铁渣未及时排净。
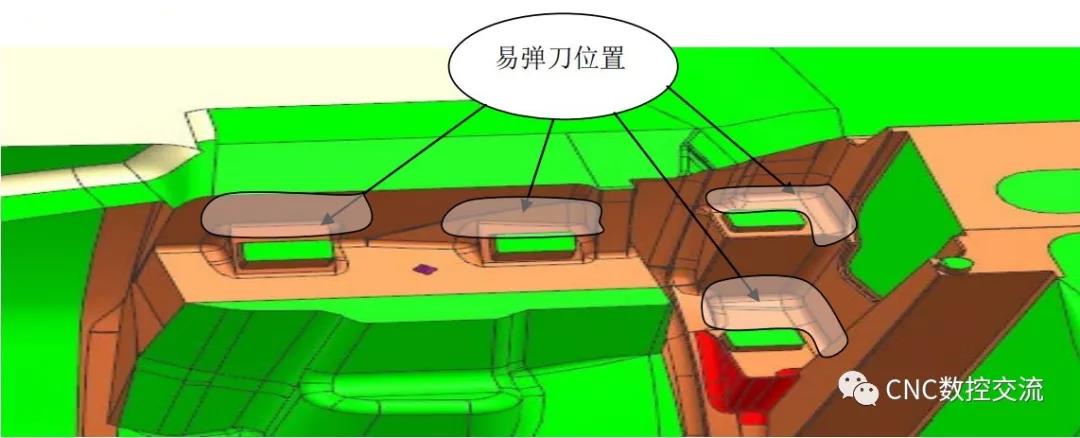
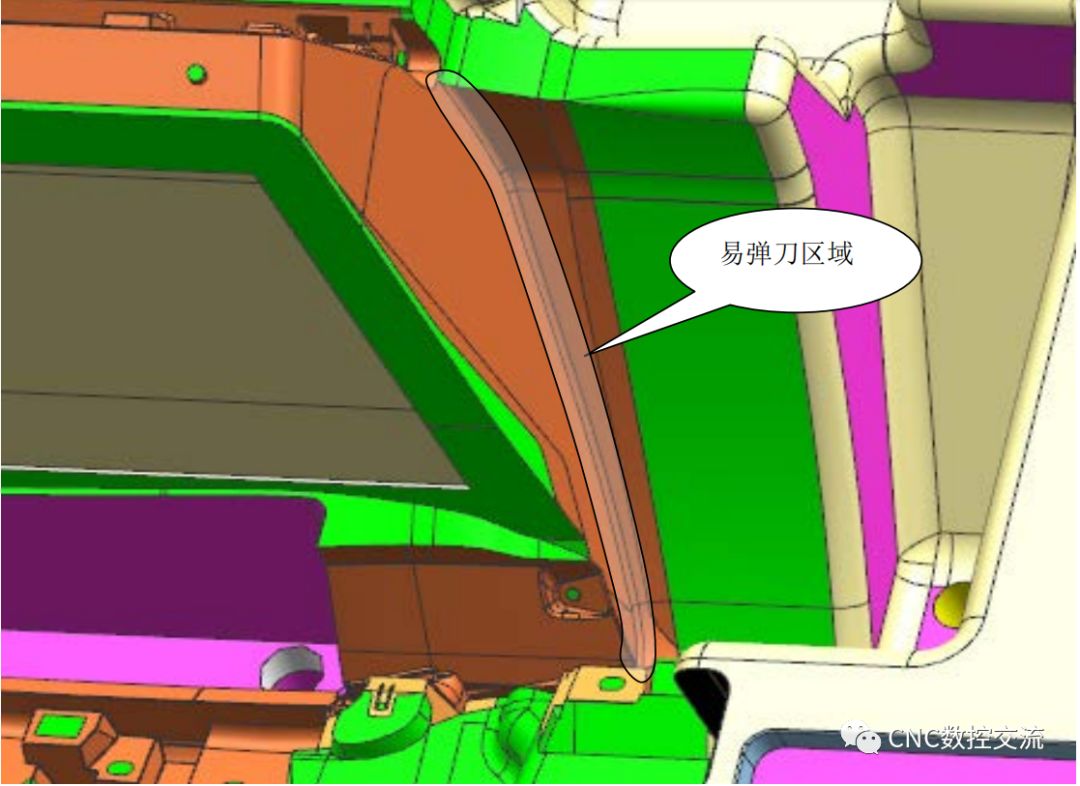
常见弹刀区域
A. 凸台形状的内侧
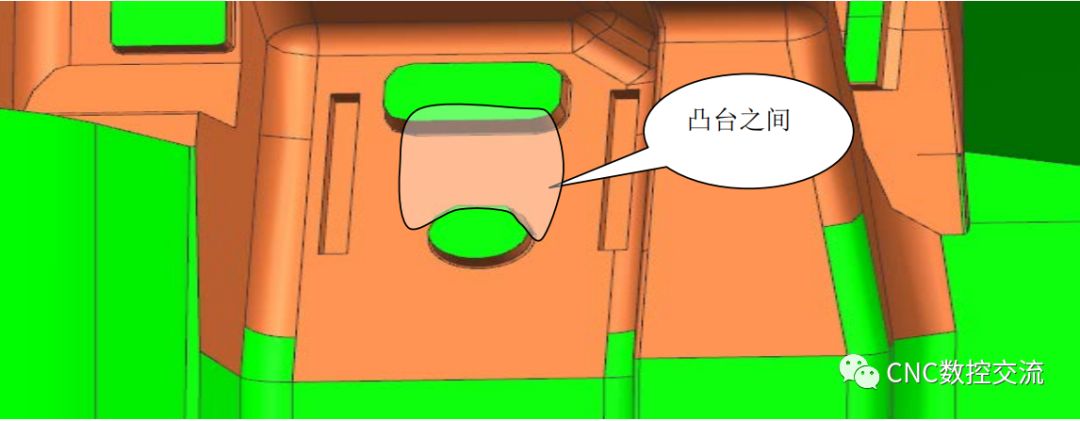
B. 凸台与凸台之间
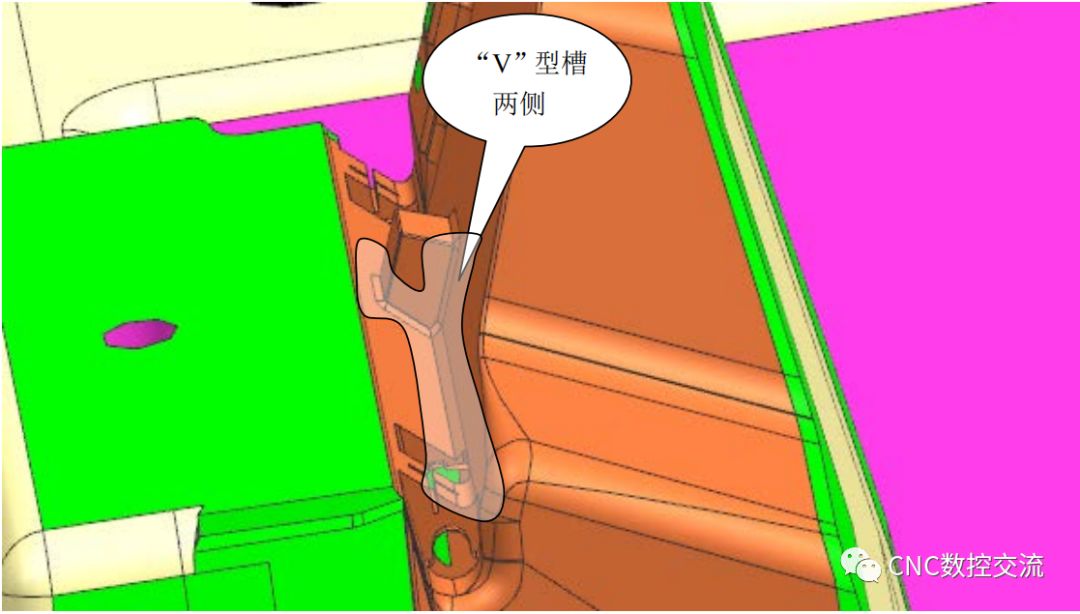
C. “V”型槽侧面
D. 深腔根部包括使用超长刀具加工很浅部位。
处理措施
A. 开粗后做辅助面保护,使狭小区域不生成刀具轨迹。
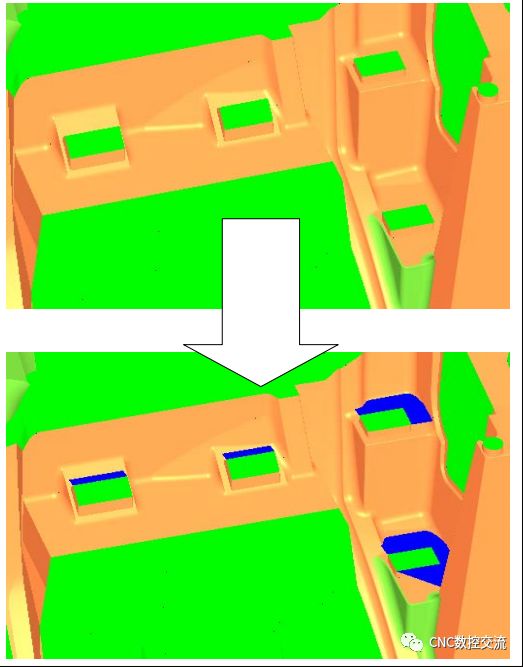
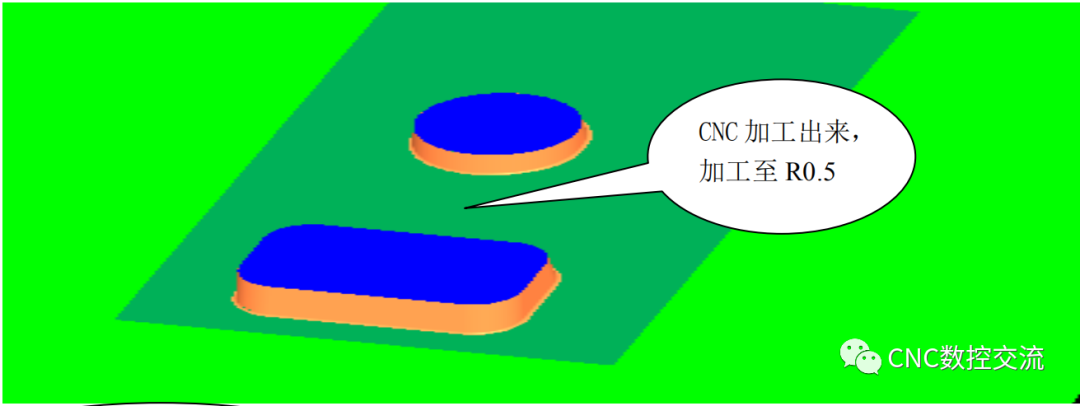
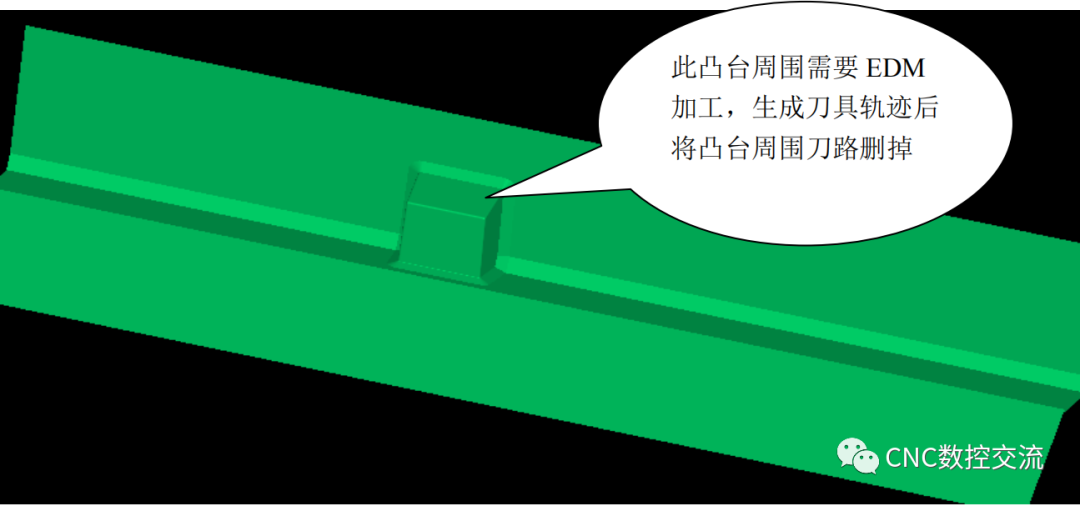
B. 凸台之间 CNC 能加工出来的区域,先使用小径球刀开通,使余量均匀。CNC 不能加工出来的区域,凸台之间可直接做面保护起来,留给 EDM 加工。
C. “V”型槽
D. 深腔根部,使用 3+2 加工,缩短刀具伸出长度。

刀具加工范围
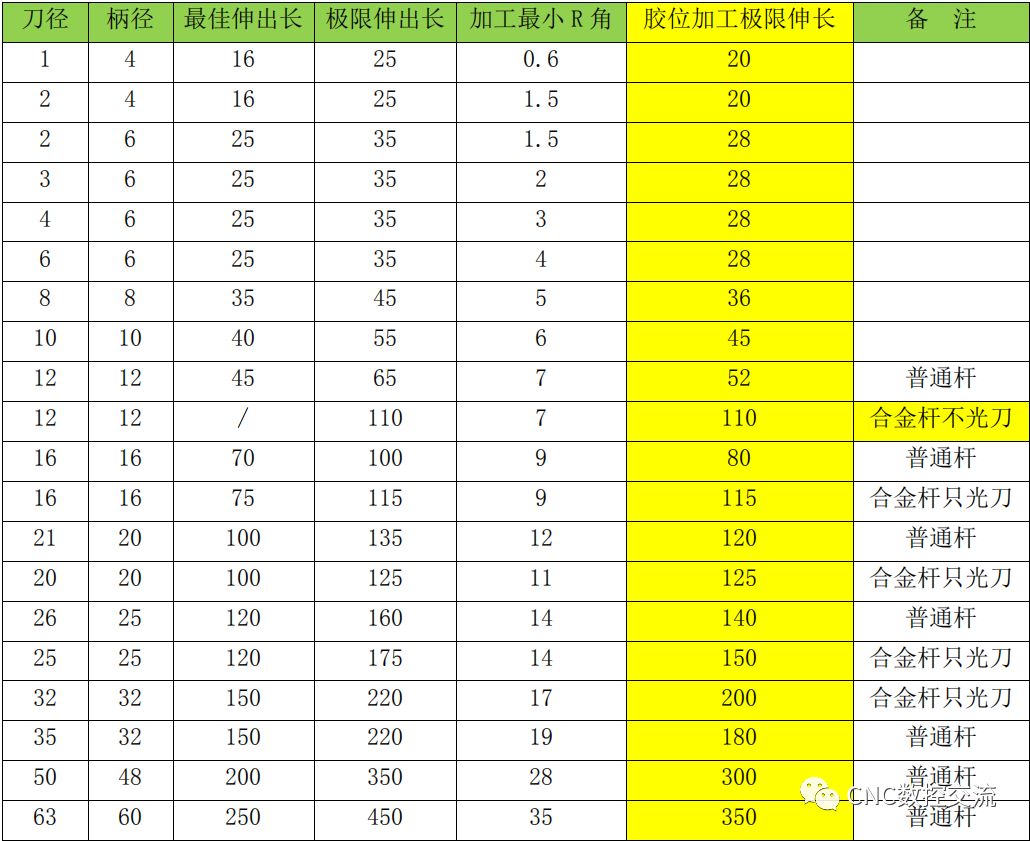
说明:
1. 胶位部分加工超出极限值,编程员必须请编程组长审核切削参数,前模必须经过科长审核并确定加工参数。
2. 开大粗、开粗、二次开粗由于余量较大,极限伸出长可适当增加 1 倍刀具直径,超出 1 倍刀具直径时需经编程组长审核加工参数。
3. 合金杆一般不做开粗、二次开粗、中粗使用,深腔加工除外。
在CNC加工中出现弹刀现象,一定要及时处理,因为刀具的损失只是一个比较小的损失,关键这些情况会延长生产周期,影响到生产的效率,所以在CNC加工过程中出现弹刀一定要及时处理。鑫腾辉数控是一家专业研发、生产数控机床的厂家,对于数控加工我们有自己的心得体会,如需了解更多数控机床小知识,欢迎致电数控雕铣机厂家:136_998_99025,欢迎您前来厂里参观咨询。








