专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
石墨电极的加工生产是随着石墨电极的广泛应用,石墨电极加工的需求逐渐生长起来的,石墨材料的加工普通的数控机床做起来的时候会有各种各样的问题出现,并且机床的本身寿命低,机床本身损耗是比较大的,所以我们建议使用专用的石墨精雕机,鑫腾辉数控为了能够实现快速加工石墨电极,专门研发了一款加工石墨材料的精雕机,在石墨电极的加工效率,加工精度方面有很大优势,并且石墨精雕机的使用寿命也又大幅度的提升。石墨精雕机价格咨询电话139-234-13250。

机床特点:

►高强度机身,确保机床运行拥有足够的稳定性。
►全密闭分区设计,始终将石墨粉尘隔绝在加工区域内,有效保护机床电路。
►双层防护,Y轴采用不锈钢防护板以及风琴式防护罩双层设计,充分呵护机床精密部件。
►转角双开门,安全门开启角度更大,方面拿取工件。
机床功能:
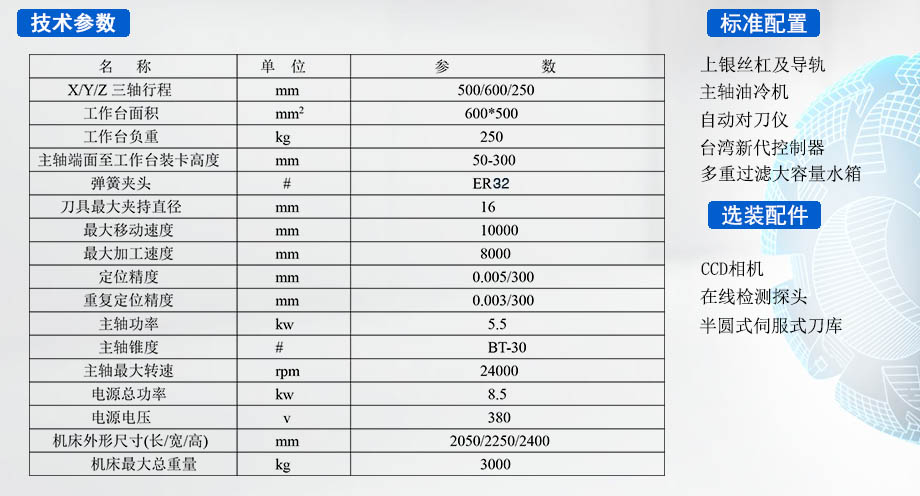
24小时不间断运行:M650S石墨精雕机系列机床,能够实现24小时连续不间断工作,充分利用每一分钟,满足用户高负荷用机需求。
自动对刀功能:只需一键操作,即可完成刀具的自动对刀,方便快捷。
全闭环控制(选配):实现更高精度加工,拥有更高轮廓精度。
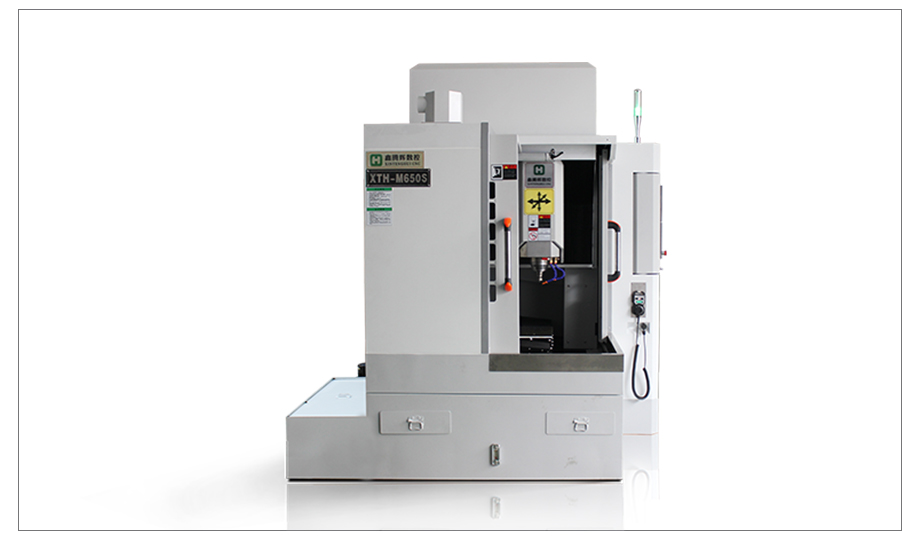
产品实拍图:



石墨精雕机的应用:
M650S石墨精雕机是一款性价比较高的精密石墨加工机床,适合加工精度要求较高的石墨产品。该机适合石墨制品的湿式加工,与传统的金属模具加工方式类似,通过本机自带的多重粉尘过滤水箱,将加工时产生的石墨粉末多级过滤,有效防护粉尘堵塞管路。目前该机主要应用于石墨模具、石墨电极以及其他高精密石墨制品。这些精密石墨制品被广泛应用于5G通讯、3C数码、航空航天等多个尖端领域。
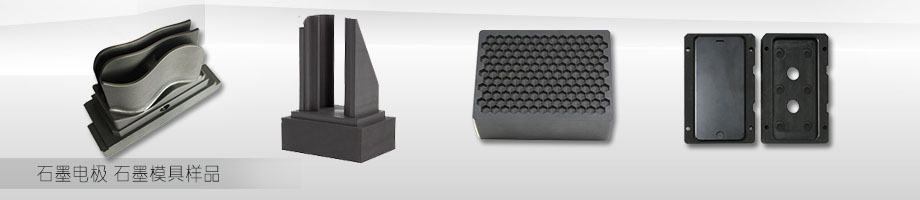
石墨模具
石墨因其特有的物理特性被众多领域选为模具材料。石墨模具具有6个突出特点:1、质地软,非常易于机械加工,可以加工成各种复杂形状。2、拥有非常好的导电及导热性能。3、化学性质十分稳定,耐腐蚀。4、具有较低的热膨胀系数及抗加热冲击性 ,在高温下强度随着温度攀升而增强。5、具有很好的润滑和耐磨性能。
石墨电极
石墨电极是传统模具制造业中常见的一个产品,石墨电极相对红铜电极具有更高的加工效率。石墨电极具有重量轻的特点,适合大电极的制作。
联系方式:
东莞市望辉机械有限公司
联系人:许先生
联系电话:139 234 13250
厂址:东莞市大朗镇犀牛陂村瓦窑街35号
网址:www.jdjcnc.com

石墨电极粗加工和精加工的策略是不同的。一般粗加工应为精加工留较少的余量,所以在使用小直径刀具时,应采用高进给(切削进给和走刀进给)。在使刀具磨损量最小化的前提下,获得高的单位切削体积和单刀刃有效切入量,残余切削量要满足精加工的要求;
精加工的目标是以最短的加工时间获得最高的加工质量,应使最佳表面质量与最小刀具磨损量之比最佳化。加工时应提高加工速度、缩短加工时间,使切入量变化引起的加工过程不稳定最小化,使刀具寿命最大化。
(1) 粗加工策略:
石墨电极切削是在块料上进行的,加工余量很容易描述,其加工目标就是在最短时间内切除最大量的材料。粗加工可以采用仿形铣削或轮廓铣削的方式;
仿形铣削采用球头铣刀,切削深度和切削宽度均在变化中,切削深度小,刀具磨损快,加工时间长;
轮廓铣削采用平底铣刀,加工时间短,刀具磨损小,切削宽度固定,没有太多的往复运动,可以有很大的进给量。
粗加工工艺的优劣取决于根据工具表面轮廓曲线函数进行的NC编程,使得可沿包络等高线进行快速、简易的铣削加工。
(2) 精加工策略:
精加工目标是使加工稳定,有较小的形状误差和良好的表面质量,减小刀具磨损量,以及降低加工成本。在精加工中,要考虑到刀具质量的临界条件和加工过程稳定可靠性,对弯角处理要考虑铣削方向对加工精度和表面质量的影响,以及刀具承载和机床振动等。
沿平面轮廓铣削时的最佳策略应是采用逆铣和平面轮廓铣削的组合. 沿曲面进给铣削时会出现拉铣(向上走刀)或钻铣(向下走刀)现象,刀具的变形会导致工件轮廓偏差。钻铣的轮廓偏差小于拉铣加工,而逆铣加工轮廓偏差也优于顺铣。
(3) 棱柱面加工:
棱柱面加工的主要问题是模具局部边角的断裂,主要考虑切削力的作用方向。
加工底板边:顺铣时表面粗糙度变化不大,底边角边质量好,但逆铣时表面粗糙度值变大,底边角边质量下降.为获得高质量边角,应先对其边进行顺铣加工。
加工立板:两侧边在顺铣时受力方向各不相同,即一边是压入,一边是压出(图13b)。因此实际进给方向在切削各边角时必须有所改变。
加工立板顶面边角:应通过改变逆铣时的切入点位置使切入位置可避免工件角边破碎。刀具角度如主偏角等对这种崩边有很大影响,一般控制在30°左右。
(4) 为了防止加工过程中产生缺角,还可采取以下措施:
① 在电极加工前先在加工液中浸泡:
② 使用耐磨性好的刀具:
③ 采用顺铣(向下走刀)的方法进行加工:
④ 切削时减少刀具的切入量:
⑤ 切削刀具的螺距切入量小于刀具直径的1/2:
⑥ 加工两端部时进行减速加工:
⑦ 加工下方时使用垫板增强终端面的刚性:
⑧ 在对上面的弯曲部与侧面之间的角部进行加工时,如果容易产生细小裂缝,则应在完成上面弯曲部的加工后,再对侧面进行精加工。
(5) 切屑处理
尽管石墨是一种很稳定的材料,对人体健康没有直接不良影响,用肥皂很容易清洗干净。但是石墨切屑可能以粉尘、污染物等形式影响环境安全,此外粉尘也对人体有害。因此加工时最好使用吸尘设备和口罩。
切屑形态是通过粉屑、断裂切屑以及所使用的切削介质来影响刀具磨损的。强烈吹风可避免石墨颗粒的二次磨损。加工浸渍电解质后的石墨时,刀具磨损急剧下降。此外必须高度重视石墨粉末的清理,应配有将精加工石墨粉吸入潮湿装置的设备,在粗加工时则要有清洁循环并间断地过滤选择适当的加工条件对于刀具的寿命有相当大的影响。








