专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
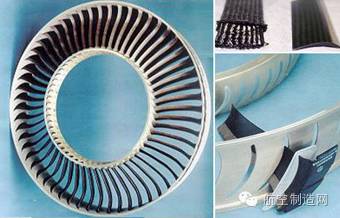
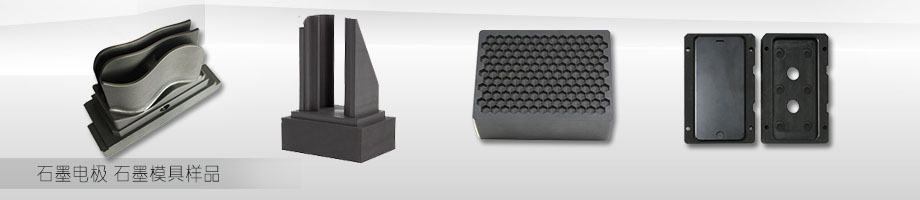
高性能石墨作为电极材料,具有强度高、电极消耗小、加工速度快、热变形小和加工温度高等优点,在我国汽车、家电、通信和电子等行业制品的模具电火花加工制造中应用日益广泛,尤其在薄壁或微细电极制造和应用方面具有铜电极无法比拟的优势。加工石墨电极的时候,其壁厚越薄高度越高,加工难度越大,掌握薄壁石墨材质的加工是石墨电极加工的高端操作,是有一定的技术难度的。石墨的数控加工需要的是专业的数控机床,鑫腾辉数控推出了专门针对石墨材质的数控石墨精雕机,为石墨制品的加工提供了专业的生产工具。石墨精雕机厂家联系电话:136_998_99025。
加工薄壁石墨电极主要技术问题分析和加工难点
石墨材料作为电极前需要经过成型加工,而机械切削加工是工件成型的主要工艺手段。石墨材料具有不同于金属的特性,决定了石墨在切削加工过程中具有独特的性质。
(1)加工过程中石墨电极容易发生边角崩碎的原因主要有:
①切削冲击。在石墨电极铣削过程中刀具在圆角或拐角处机床进给方向的改变时,机床的加减速度特性将导致在拐角处的进给量减小以及铣刀切入角增大,从而引起切削力增大和加工振动,刀具切入切出以及刀具磨损和破损等等,都有可能加大刀具对薄壁产生的冲击载荷,从而导致薄壁电极发生边角脆性崩碎。
②让刀和弹刀。在石墨电极铣削过程中,当刀具切入工件时,薄壁在切削力作用下将向背离刀具的方向发生弹性变形并产生让刀导致刀具的实际切削量小于切削量而产生欠切,薄壁的壁厚越薄,高度越高,弹性变形量就越大,让刀现象就越严重,当弹性变形超过薄壁的应力极限时,薄壁便会出现边角崩碎现象。此外,当薄壁弹性变形结束后将朝向刀具的方向发生回弹,并与刀具发生碰撞产生冲击,当冲击过大时,将导致薄壁发生边角崩碎。
③切削力波动。切削力与让刀和弹刀之间具有相互的因果关系,让刀和弹刀主要是由切削力过大而产生,同时让刀和弹刀又会导致切削力波动,从而加大刀具对薄壁产生的切削冲击,这样就又加剧让刀和弹刀的产生。因此,降低切削力必然可以减少让刀和弹刀的发生和降低让刀和弹刀的程度,提高薄壁石墨电极的表面加工质量,又可减少切削力的波动变化,从而提高切削过程的稳定性,减少薄壁石墨电极的边角崩碎和折断现象。
(2)已加工表面质量和尺寸精度难以保证。薄壁石墨电极在加工过程中出现的由让刀和弹刀引起的欠切将导致使加工后的薄壁厚度大于名义壁厚,而由刀具偏摆引起的过切将导致使加工后的薄壁厚度小于名义壁厚,由此极易引起薄壁石墨电极的加工尺寸超出规定的公差要求,而其加工精度不易保证。薄壁已加工表面上的欠切部位,引起加工表面凹凸不平,从而造成工件表面质量下降,并使已加工表面出现波纹状。由于上述几个问题的存在,直接影响薄壁石墨电极铣削的质量和效率,所以在铣削过程中,必须采取必要的技术措施加以解决。
2 铣削中采取的基本技术措施
铣削中的基本技术措施是指在加工过程中所注意的问题,它包括:选用正确铣削编程策略、合理选择铣削工艺参数、合理选择刀具材料及其合理选择切削用量等技术措施。
(1)选用正确铣削编程策略。选用适合于薄壁石墨电极铣削的编程策略,决定了该薄壁石墨电极铣削加工的可能性、加工质量、加工精度和加工效率,是成功实现薄壁石墨电极铣削的关键措施。高效高精度的铣削编程策略可提高加工过程的稳定性,保证切削载荷恒定,保持稳定的进给运动,以及避免走刀方向和加速度的突然变化,从而减少切削冲击,减少让刀的弹刀的产生,提高薄壁已加工表面质量,减少薄壁边角崩碎的产生。
(2)合理选择铣削工艺参数。对于薄壁石墨电极铣削的工件已加工表面质量和刀具耐用度起着决定性作用。影响切削力的因素较多,切削参数、铣削方式、刀具角度和石墨材料性能等切削条件对切削力具有显著影响,通过选取合理的切削参数、刀具角度和铣削方式可有效地减小切削力及其产生的切削冲击,减小让刀和弹刀现象的发生,并可选取强度较高的石墨材料,以提高薄壁石墨电极的结构刚性,从而减小薄壁石墨电极的边角崩碎。
(3)合理选择刀具材料。①刀具材料是决定刀具切削性能的根本因素,对于加工效率、加工质量、加工成本以及刀具耐用度影响很大。刀具材料越硬,其耐磨性越好,硬度越高,冲击韧性越低,材料
越脆。硬度和韧性是一对矛盾,也是刀具材料所应克服的一个关键。②正确选择铣刀的切削角度。石墨刀具选择合适的几何角度,有助于减小刀具的振动,反过来,石墨工件也不容易崩缺。
(4)合理选择切削用量。铣削加工切削用量包括主轴转速、背吃刀量及进给速度等。由于切削用量直接影响到生产效率、加工精度、表面粗糙度以及铣刀的寿命等一系列问题,鉴于该零件材料的加工性能具有特殊性,应合理选择切削用量。
3 加工薄壁石墨电极的数控加工程序总方案
(1)加工准备。
①编程软件该零件的数控加工程序是基于软件MasterCAM9.1生成的。该软件无须画出实体,只需按1:1正确画出要加工的轮廓线,选择适当的图形和参数即可生成用于加工的程序。
②设备选用VMC850加工中心进行加工(台湾乔福机械有限公司制造,数控系统为FANUC Oi,机床最高转速8000r/min)。
③刀具的选择进口超微粒全钨钢刀,刀具磨损量极微小。
④工件的装夹采用垫板装夹方法,首先将石墨毛坯底面基准加工后,在中间钻两个M16作工艺螺丝孔,再准备一件400mm×300mm的平行垫板,垫板可根据零件大小钻多个工艺通孔(如图),然后把石墨毛坯放在垫板上用两个16mm内六角螺钉拧紧。⑤石墨毛坯在加工之前先在煤油中浸泡数小时,降低其脆性。

(2)铣削加工过程。
①基本外形加工。因为该电极只需加工正面,对刀后第一步先用pocket平面挖槽的加工方法去除(片周围区域的材料。粗加工后不换刀而是直接转用Contour轮廓加工方法精加工外形和下部基准分别到尺寸。刀具φ16mm,粗加工刀具转速n=3000r/min,每层背吃刀量1.0mm,进给速度 ν f=1000mm/min。精加工转速 n=4500r/min,每层背吃刀量11.0mm,进给速度νf=300mm/min。外形轮廓已加工出单边0.1mm的电火花间隙;暂时先保留薄片部分及各薄片之问部位的材料。
②电极斜面和圆弧面粗铣。第二步使用Surface Rough Pocket编程即曲面粗加工的形式进行斜面粗铣削,为节省时间仍继续使用φ16mmR2的圆角铣刀,转速3500r/min,进给速度νf=2500mm/min,每层背吃刀量0. 7mm。
③电极斜面和圆弧面精加工。第三步采用Surface Finish Parallel的编程方法精加工曲面,使用直径为φ10mm的二刃球形铣刀;刀具转速为6000r/min;进给速度为3000mm/min;进刀角度为315°;为保证斜面足够的精度和良好的表面质量,斜面和圆弧面精度参数Tolerance值设为0.005,每行进刀间距为0.15mm。加工时刀具路径模拟效果,如果没有先进行曲面粗加工(即第二步Surface Rough Pocket加工)而直接进行斜面和圆弧面精铣,会使φ10mm球形刀精铣的切削量较大,刀具振动大,表面粗糙度值增大达不到快速精铣的目的甚至有可能断刀。采用 315°的进刀角度目的是使加工行间距均匀,工件表面质量提高。

④薄片外形精加工。在曲面精加工之后再进行薄壁形状的精加工成形,如果先加工外形轮廓后加工顶部斜面和圆弧面,则此时薄壁形状太高,在刀具切削力的作用下石墨电极顶部常会发生崩角崩边现象,造成加工失败,这也是薄片电极加工中最容易出现的问题。同时,由于薄片之间为10mm窄槽,只能用直径较小的刀具加工薄片外形。故取直径为8mm端铣刀,转速8000r/min,进给速度νf=400mm/min,加工完曲面再加工电极外形时还要注意每次下刀深度不能太大,刀具直径小,故易产生抢刀过切;每层背吃刀量仅取0.4mm;而转速和进给速度则取高些,以达到一定的效率。其中外形加工余量参数(XY stock to leave)取-0.1mm是电极预留火花加工间隙。抬刀选择参数(Keep tool down)选为不抬刀,因为在轮廓外下刀,已确定是在安全的空位下刀,所以不需要设定抬刀,以节约刀具空运行时间,提高效率。薄壁石墨电极加工工艺路线规划对加工的成败具有决定性的作用,同样的加工方法和参数设定,按不同的加工顺序进行,得到的效果截然不同。
一种经过实践证明可行的工艺方案:粗铣外形基准,边框加工→斜面和圆弧面等高粗加工→斜面和圆弧面精加工→精加工薄壁外形。从合理选择刀具及材料、切削用量、刀具工艺流程等方面探讨了曲面薄壁石墨电极的加工工艺,并在实际加工中得到了验证,为数控加工工艺人员提供了解决难加工材料问题的参考方案,有助于更加有效地发挥数控机床的作用。鑫腾辉数控专业生产数控机床近十年,石墨精雕机更是我们的主推产品,厂家联系电话:136_998_99025。








