专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
新型材料碳化硅比刚度高、热稳定好、质量轻等一系列优良的物理化学性能,随着科技的飞速发展,碳化硅材料是材料发展中最为迅速的一支新军,已开始应用于汽车、机械、宇航、化工、石油等许多工业领域的发动机燃烧部件、火箭喷嘴、燃汽轮机发动机叶片、浇注金属的浇口、热电偶套管高温下的热交换材料、核燃料的包封材料等我国在SiC材料的研究方面基本上与国际同步,光学加工技术比较成熟,而机械加工方面还是比较薄弱的,鑫腾辉数控为了专门应对这种难以加工的陶瓷材料专门研制了一种新型的陶瓷精雕机,可以为碳化硅陶瓷的加工提供更好的方案,碳化硅陶瓷精雕机价格咨询电话:136_998_99025。
由于碳化硅材质越来越多地应用于机械行业,如果只靠烧结铸造来保障尺寸精度和形位公差,这不仅增加铸造的难度,也降低了公差配合的精度。针对碳化硅的硬度大、普通机械加工难的特点,

碳化硅反应烧结的原理使SiC具有许多其它材质所没有的优良特性:(1)比刚度大,单位载荷引起结构的变形小,尺寸稳定性好,可以降低反射镜的厚度,做成蜂窝状结构起到减重的目的,反射镜与框一体化,减少装调误差。(2)热变形系数小,抗热震性性能优越,可使镜体在较宽的温度范围内具有良好的热稳定性,降低对热控系统的要求,减少热控系统的质量和功耗;(3)良好的热传导性能,当环境温度变化时,材料内部很容易达到温度平衡,不会引起很大的内应力,对环境适应能力强,服役寿命长。
碳化硅机械件的加工工艺 相同结构的零件用普通车工、铣工能加工的,SiC机械件却无法进行,需要特殊的加工方法如磨削加工、数控加工、电火花及超声波等机械加工工艺。由于材质硬度大普通刀具难于切削,因此要用专用刀具。由于材质硬度大,难加工等特点,选择刚度高、系统进给良好的精密磨床开展工艺试验,当加工余量少于0.5mm时,磨削加工过程中边缘处出现许多细微的崩边,此时砂轮切削力显著下降。经过分析,采取的工艺措施为:余量为0.5mm时,先倒成钝角;另外用碳化硅粗砂轮修整金刚石精磨砂轮,并用冷却水刷净,可以有效地防止崩边。
数控磨削加工数控加工集机械加工与数字控制于一体,主要靠编程控制车刀或铣刀加工出一些曲线或不规则曲线。目前对于磨床来说,数控磨床加工不了,靠计算机程序控制进给精度、机床速度等。
由于碳化硅硬度非常高,砂轮磨损很严重,同时碳化硅磨削颗粒与机床导轨互研,对机床精度破坏性极大,采用机床导轨保护装置也不能有效的进行防护,由于冷却液的喷射,对环境污染较大,目前还没有很好的解决方法,有待于进一步研究。
超声加工可以加工各种导体、半导体、非导体材料,金属材料和非金属材料等,对于一些绝缘体碳化硅材料,不能用线切割加工,除了采用数控机床改造磨削加工外,可以采用超声波加工。
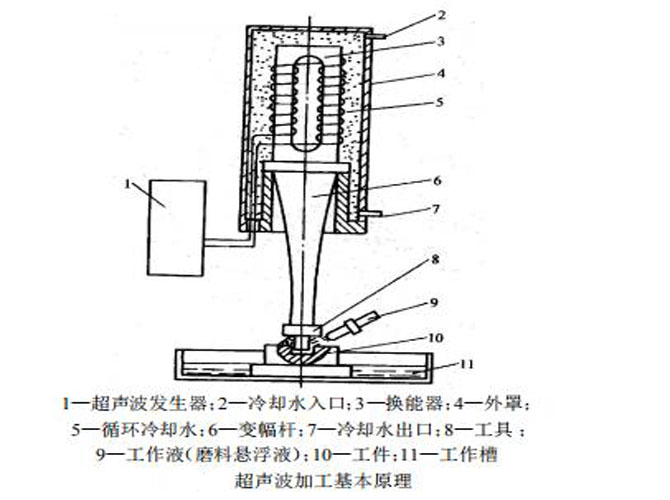
超声波振动,工具与工件之间的磨料悬浮液9的作用而进行的机械加工。装卡时,工具轻压在工件上,在工件和工具之间加入磨料和水或煤油等液态的悬浮液,当超声换能器产生频率为16000Hz以上的超声频轴向振动时,通过变幅杆将振幅放大到0.05~0.0mm,驱动工具端面作轴向超声振动,将撞击工作液中悬浮的磨粒以很大的速度和加速度不断地撞击、抛磨被加工表面,使其材料产生裂纹、破碎,被粉碎成很细的微粒分离出来,同时工作液受工具端面超声振动,产生高频、交变的液压正负冲击波,促使工作液渗入被加工材料的微细裂纹中,加剧了破坏作用。影响超声加工精度的主要因素有加工尺寸及零件形状、加工深度、被加工材料、工具精度及振动大小、磨料粒度以及机床、夹具的精度等,精度一般为±0.02~±0.05mm,加工精度与磨料粒度的关系最大,磨料颗粒越小,加工精度越高。
采用碳化硅磨料,用煤油与磨料混合,加工孔时采用超声旋转加工方式,表面粗糙度为Ra0.8~1.6m,满足设计图纸要求,但是加工成本昂贵,加工时间长,对刀困难,局部崩边,有待于进一步研究。通过对SiC材料的性能分析及零件的机械加工工艺的研究,摸索出适合碳化硅材料的机械加工工艺方法和工艺参数。








