专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
复合材料的使用时时代的进步的一个重要特征,铝基碳化硅作为一种高性能的复合材料,在高端设备上的应用是非常广泛的,但是由于这种材料的加工困难,尤其是在进行精密加工的时候,难度成本都非常高,所以应用受到了一定程度上的限制,鑫腾辉数控研制的陶瓷专用数控精雕机,针对各种复合材料陶瓷材料的特点,进行了专项加强,在加工速度上和加工效率上都有非常显著的提升,尤其是陶瓷精雕机的使用寿命上,也有了巨大的进步,是精密加工铝基碳化硅的理想数控机床,鑫腾辉数控厂家联系电话136_998_99025。鑫腾辉数控为您介绍铝基碳化硅加工方法有哪些。
AlSiC( 铝基碳化硅) 复合材料具有高比强度和比刚度、低热膨胀系数、低密度、高微屈服强度、良好的尺寸稳定性、导热性以及耐磨、耐疲劳等优异的力学性能和物理性能,在航空航天、汽车、军事、电子、体育用具等领域被广泛应用。但是由于超硬的增强相颗粒的加入,特别是颗粒含量高、尺寸小时,该材料的切削加工性能非常差,从而限制了该材料的应用。

加工铝基碳化硅可以使用传统机械加工技术
AlSiC 复合材料一般是铸造法或粉末冶金法等制备,需要进一步的机械加工达到零件所需的精度和表面粗糙度要求。SiC 增强体颗粒比常用的刀具( 如高速钢刀具和硬质合金刀具) 的硬度高的多,在机械加工的过程中会引起剧烈的刀具磨损。但是随着 SiC 含量的增大( 13% ~ 70% ) ,增强体类型的不同( 主要区别是纤维增强还是颗粒增强) ,可切削性越来越差,加工效率随之降低,生产成本快速增加。若以 45 #钢的切削性能为 1 计量,此种材料的切削性能仅为 0. 05 ~ 0. 3。总体的加工成本还是稍高一点的。
可以使用铣磨加工技术加工铝基碳化硅
目前,切削加工是 AlSiC 复合材料的主要加工方法,但在切削加工中存在刀具磨损严重和难以获得良好 加工表面质量的问题。有研究提出了颗粒增强 AlSiC 复合材料的铣磨加工方法。这种加工方法使用金刚石 砂轮( 电镀或烧结) 在数控铣床上对工件进行切削加工, 具有磨削加工中多刃切削的特点,又同时具有和铣加工 相似的加工路线,可以用于曲面、孔、槽的加工,在获得 较高加工效率的同时,又能保证加工表面质量。
激光加工铝基碳化硅
目前国内外学者对铝基复合材料激光加工技术的 研究主要集中在打孔、切割、划线和型腔加工等方面。用自行研制的机械斩光盘调脉冲激光器切割试验表明,在高峰值能量、短脉冲宽度、高脉冲频率和适当的 平均功率条件下,采用高速多次重复走刀切割工艺,可以得到无裂纹的精细切口。有研究采用氧气作辅助气体,用 800 W 的连续波 CO2 激光在厚度 13. 5 mm 的复合材料上加工出了直径 0. 72 mm 的无损伤深孔,深径比达 18. 75。激光加工的比较适用细小的加工方式,
使用超声加工铝基碳化硅
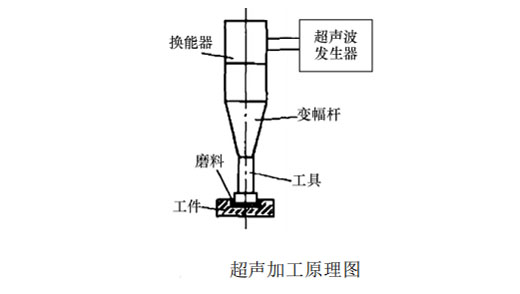
超声加工(USM)是由超声发生器产生高频电振荡(一般为 16 kHz ~ 25 kHz) ,施加于超声换能器上,将高频电振荡转换成超声频振动。超声振动通过变幅杆放 大振幅,并驱动以一定的静压力压在工件表面上的工具 产生相应频率的振动。工具端部通过磨料不断地捶击工件,使加工区的工件材料粉碎成很细的微粒,被循环 的磨料悬浮液带走,工具便逐渐进入到工件中,从而加 工出与工具相应的形状。
超声加工的主要特点是:
a) 不受材料是否导电的限制;
b) 工具对工件的宏观作用力小、热影响小,因而可加工薄壁、窄缝和薄片工件;
c) 被加工材料的脆性越大越容易加工,材料越硬或强度、韧性越大则越难加工;
d) 由于工件材料的碎除主要靠磨料的作用,磨料的硬度应比被加工材料的硬度高,而工具的硬度可以低于工件材料;
e) 可以与其他多种加工方法结合应用,如超声振动切削、超声电火花加工和超声电解加工。
可以使用复合加工技术来加工铝基碳化硅
一般认为,2 种或 2 种以上的加工方法同时作用到一个加工表面上,就是复合加工。但并不是所有的复合加工都会取得相辅相成、互相促进的效果。
超声钻孔加工
深孔加工过程中,常常存在切削液很难进入切削区,致使切削温度高、刀刃磨损快的问题。产生积屑瘤及排屑困难,致使切削力增大,对玻璃、陶瓷、金属基复合材料、硬质合金等硬脆材料,小孔加工困难的问题更加突出。根据钻头的振动方向,超声钻孔装置可分为纵向振动超声钻孔和扭转振动超声钻孔装置。扭转振动超声钻孔不受工件材料的限制,可以显著提高孔的加工精度、降低表面粗糙度、并易于实现自动进给。因此可以成倍地提高加工效率,甚至可以代替传递的“钻 - 扩 - 铰”工序。超声打孔的孔径范围是 0. 1 mm ~ 90 mm,加工深度可达100 mm以上,孔的精度可达0 . 02 mm ~0. 05 mm。表面粗糙度在采用 W40 碳化硼磨料加工玻的三维复杂型面的加工开辟了一条新途径。
数控旋转超声加工
传统超声加工方法的特点是超声头只做竖直运动而不做回转运动,主要靠磨料将工件磨碎的原理进行加工。这些因素都影响着工艺的稳定性、加工的表面质量和加工效率以及所能达到的形状精度只能用于一些质量要求不高的加工。
电解电火花加工
单纯的电火花加工精度尚能满足要求,但生产率过于低下,加工表面粗糙度也不理想。而电解加工则与此相反,生产率与表面粗糙度均比较理想,但加工精度较差。利用火花放电蚀除工件上高点的钝化膜,使电解加工的加工精度和生产率都保持在一定水平,这是电解电火花复合加工的实质。
超声电火花加工
超声电火花加工的加工原理是利用电火花对小孔、窄缝进行精微加工时,由于在工具电极上引入了超声振动而产生超声空化作用,会产生利于电蚀产物排除的微冲流。及时排除加工区的蚀除产物是保证电火花精微加工顺利进行的关键所在。试验证明,超声电火花加工只适用于小面积的穿孔或窄缝加工。一般当加工直径小于 0. 5 mm 时,复合加工的效果才渐趋明显。
超声电解加工
将超声振动引入电解加工,在电解加工中产生的钝化膜就会在超声振动的作用下遭到破坏,使电解加工能顺利进行,促进生产率的提高。另外,如果在小孔、窄缝加工中引入超声振动,则可促使电解产物的排放,同样也有利于生产率的提高。
随着 AlSiC 复合材料在航空航天、汽车、军事、电子、体育用具等领域的广泛应用,对其制品的加工精度和表面质量的要求也越来越高,采用传统的机械加工方法或单一的特种加工方法,都难以实现高标准的加工要求。这就要求在对 AlSiC 复合材料的机械切削加工、激光加工、超声加工和电火花加工的加工工艺、加工机理进行研究的同时,更多地注重研究复合加工技术,尤其是超声加工与机械切削加工、电解加工、电火花加工相配合的复合加工技术的研究工作。








