专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
近些年来,石墨的应用越来越广泛,其中石墨电极渐渐取代了铜电极,成为一种新型电极材料。石墨加工起来其实还是有点难度的,选择专用的石墨精雕机是一个方面,选择合适的加工石墨工艺,并且不断的进行优化,就是非常必要的。鑫腾辉数控石墨雕铣机,根据石墨材料的特性,经过多年改良,其导轨面上有多重防护,加工时也会有密闭水帘隔绝石墨粉尘,可以对石墨材料进行高精密的切削加工,并且可以支持石墨高速切削,是加工石墨材料的利器。鑫腾辉数控为您讲述怎样优化石墨精雕机加工工艺。
石墨材料的粗加工和精加工的方法是不同的。一般粗加工要留有一定的余量,方便进行精加工,所以在粗加工时,应采用较高的进给量。在使刀具磨损不严重的情况下,提升切削效率,残余切削量要满足精加工的要求。
精加工的目地是要获得最高的加工质量,应使最佳表面质量与最小刀具磨损量之比最佳化。加工时应提高加工速度、缩短加工时间,使切入量变化引起的加工过程不稳定最小化,使刀具寿命最大化。
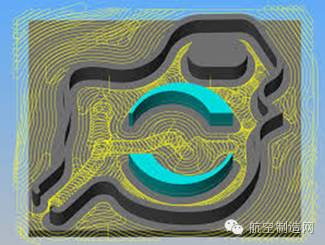
(1)粗加工策略:
石墨电极切削是在块料上进行的,加工余量很容易描述,其加工目标就是在最短时间内切除最大量的材料。粗加工可以采用仿形铣削或轮廓铣削的方式;
仿形铣削采用球头铣刀,切削深度和切削宽度均在变化中,切削深度小,刀具磨损快,加工时间长;
轮廓铣削采用平底铣刀,加工时间短,刀具磨损小,切削宽度固定,没有太多的往复运动,可以有很大的进给量。
粗加工工艺的优劣取决于根据工具表面轮廓曲线函数进行的NC编程,使得可沿包络等高线进行快速、简易的铣削加工。
(2)精加工策略:
精加工目标是使加工稳定,有较小的形状误差和良好的表面质量,减小刀具磨损量,以及降低加工成本。在精加工中,要考虑到刀具质量的临界条件和加工过程稳定可靠性,对弯角处理要考虑铣削方向对加工精度和表面质量的影响,以及刀具承载和机床振动等。
沿平面轮廓铣削时的最佳策略应是采用逆铣和平面轮廓铣削的组合. 沿曲面进给铣削时会出现拉铣(向上走刀)或钻铣(向下走刀)现象,刀具的变形会导致工件轮廓偏差。钻铣的轮廓偏差小于拉铣加工,而逆铣加工轮廓偏差也优于顺铣。
(3)棱柱面加工:
棱柱面加工的主要问题是模具局部边角的断裂,主要考虑切削力的作用方向。
加工底板边:顺铣时表面粗糙度变化不大,底边角边质量好,但逆铣时表面粗糙度值变大,底边角边质量下降.为获得高质量边角,应先对其边进行顺铣加工。

加工立板:两侧边在顺铣时受力方向各不相同,即一边是压入,一边是压出。因此实际进给方向在切削各边角时必须有所改变。
加工立板顶面边角:应通过改变逆铣时的切入点位置使切入位置可避免工件角边破碎。刀具角度如主偏角等对这种崩边有很大影响,一般控制在30°左右。
(4)为了防止加工过程中产生缺角,还可采取以下措施:
① 在电极加工前先在加工液中浸泡:
② 使用耐磨性好的刀具:
③ 采用顺铣(向下走刀)的方法进行加工:
④ 切削时减少刀具的切入量:
⑤ 切削刀具的螺距切入量小于刀具直径的1/2:
⑥ 加工两端部时进行减速加工:
⑦ 加工下方时使用垫板增强终端面的刚性:
⑧ 在对上面的弯曲部与侧面之间的角部进行加工时,如果容易产生细小裂缝,则应在完成上面弯曲部的加工后,再对侧面进行精加工。
鑫腾辉数控经过多年来的拼搏,在机床行业中打造出了属于自己的品牌。石墨精雕机更是经过多次的改进,在石墨加工的方面已经比同行有了非常明显的优势。鑫腾辉数控石墨精雕机联系电话:136_998_99025。








