专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
在数控编程中,常遇到的问题有撞刀、弹刀、过切、漏加工、多余的加工、空刀过多、提刀过多和刀路凌乱等问题,本文谈谈这些常见数控编程问题的解决方法。
一、撞刀
撞刀是指刀具的切削量过大,除了切削刃外,刀杆也撞到了工件。造成撞刀的原因主要是安全高度设置不合理或根本没设置安全高度、选择的加工方式不当、刀具使用不当和二次开粗时余量的设置比第一次开粗设置的余量小等。
1.吃刀量过大
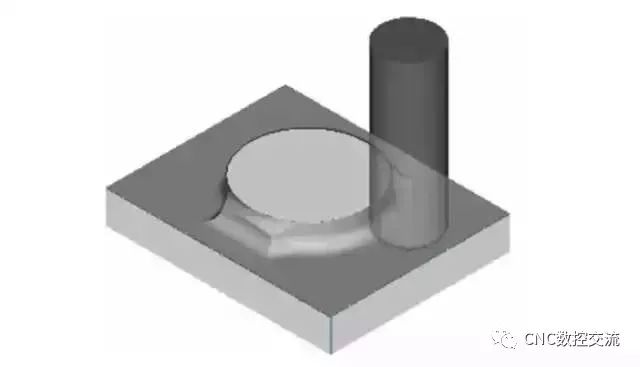
解决方法:
减少吃刀量。刀具直径越小,其吃刀量应该越小。一般情况下模具开粗每刀吃刀量不大于0.5mm,半精加工和精加工吃刀量更小。
2.选择不当的加工方式
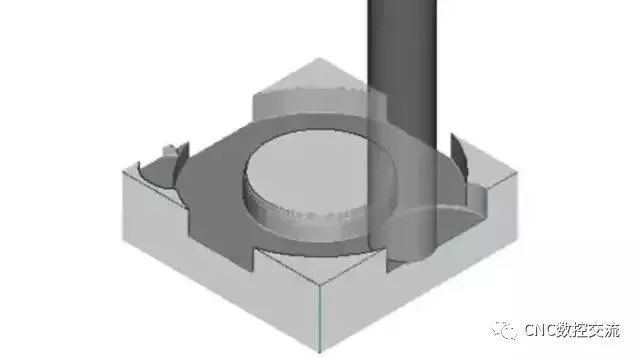
解决方法:
将等高轮廓铣的方式改为型腔铣的方式。当加工余量大于刀具直径时,不能选择等高轮廓的加工方式。
3.安全高度设置不当,提到中撞刀夹具
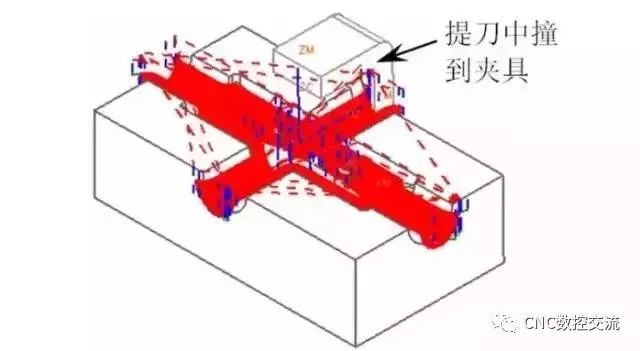
解决方法:
(1)安全高度应大于装夹高度
(2)多数情况下不能选择“直接的”进退刀方式,除了特殊的工件之外
4. 二次开粗余量设置不当
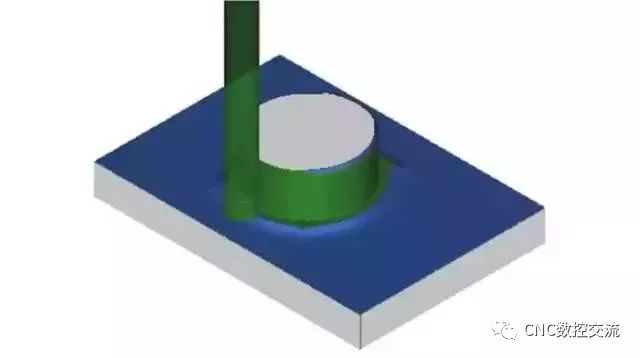
解决方法:
二次开粗时余量应比第一次开粗的余量要稍大一点,一般大0.05mm。如第一次开粗余量为0.3mm,则二次开粗余量应为0.35mm。否则刀杆容易撞到上面的侧壁。点评:
除了上述原因会产生撞刀外,修剪刀路有时也会产生撞刀,故尽量不要修剪刀路,撞刀产生最直接的后果就是损坏刀具和工件,更严重的可能会损害机床主轴。
二、弹刀
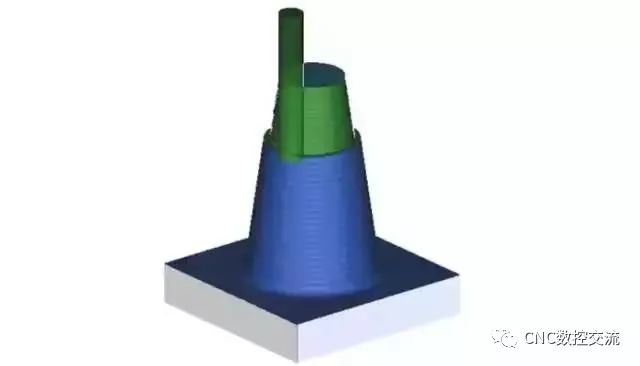
弹刀是指刀具因受力过大而产生幅度相对较大的振动。弹刀造成的危害就是造成工件过切和损坏刀具,当刀径小且刀杆过长或受力过大都会产生弹刀的现象。
1.刀太长且刀径太小
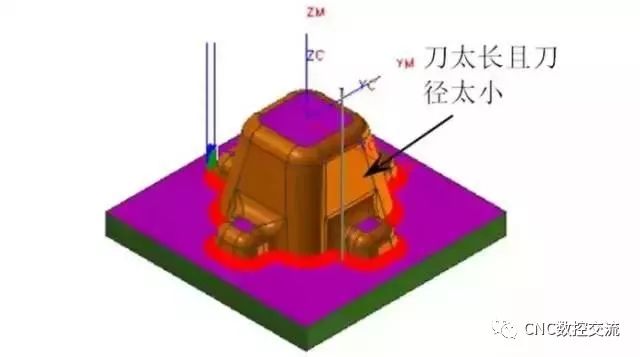
解决方法:
改用大一点的球刀清角
2.受力过大(即吃刀量过大)
解决方法:
减少吃刀量(即全局每刀深度),当加工深度大于120mm时,要分开两次装刀,即先装上短的刀杆加工到100mm的深度,然后再装上加长刀杆加工100mm以下的部分,并设置小的吃刀量。
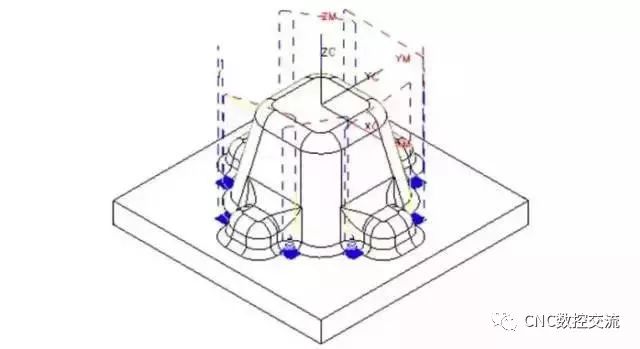
弹刀现象最容易被编程初学者所忽略,因此要引起足够的重视。编程时,应根据切削材料的性能和刀具的直径、长度来确定吃刀量和最大加工深度,以及太深的地方是否需要电火花加工等。
三、过切
过切是指刀具把不能切削的部位也切削了,使工件受到了损坏。造成工件过切的原因有多种,主要有机床精度不高、撞刀、弹刀、编程时选择小的刀具但实际加工时误用大的刀具等。另外,如果操机师傅对刀不准确,也可能会造成过切。
编程时,一定要认真细致,完成程序的编制后还需要详细检查刀路以避免过切等现象的发生,否则模具报废甚至机床损坏。
四、漏加工
漏加工是指模具中存在一些刀具能加工到的地方却没有加工,其中平面中的转角处是最容易漏加工的,如下图所示。
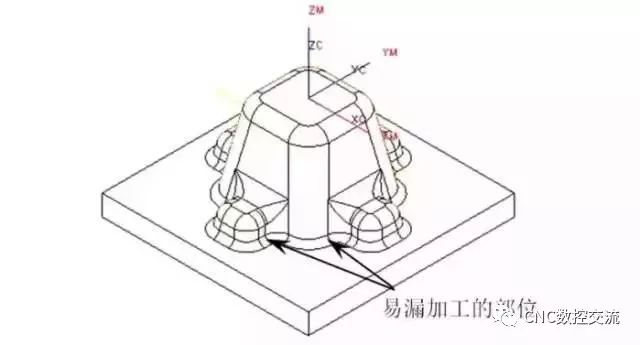
平面中的转角处漏加工
为了提高加工效率,一般会使用较大的平底刀或圆鼻刀进行光平面,当转角半径小于刀具半径时,则转角处就会留下余量,如下图所示。
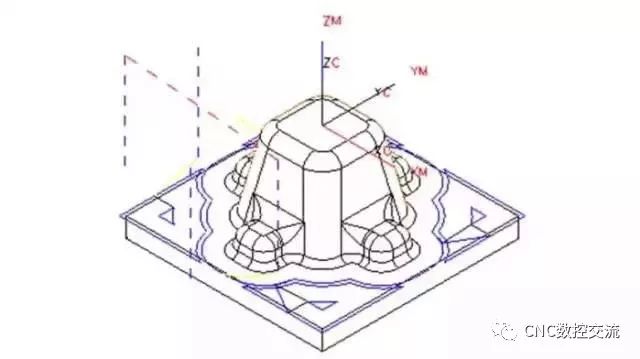
平面铣加工
为了清除转角处的余量,应使用球刀在转角处补加刀路,如下图所示。
漏加工是比较普遍也是最容易忽略的问题之一,编程者必须小心谨慎,不要等到模具已经从机床上拆下来了才发现漏加工,那将会浪费大量时间。
五、多余的加工
多余的加工是指对于刀具加工不到的地方进行加工,它多发生在精加工或半精加工。
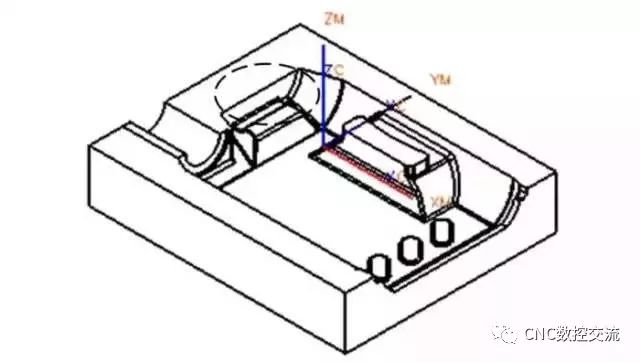
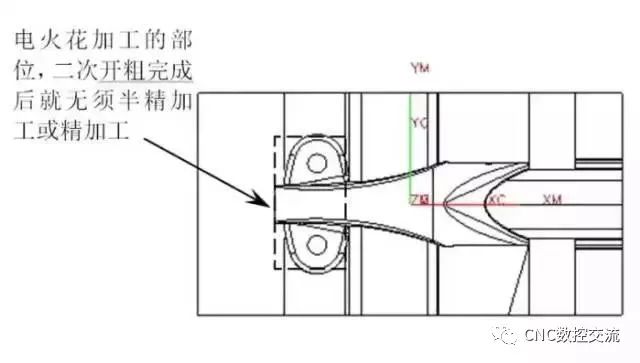
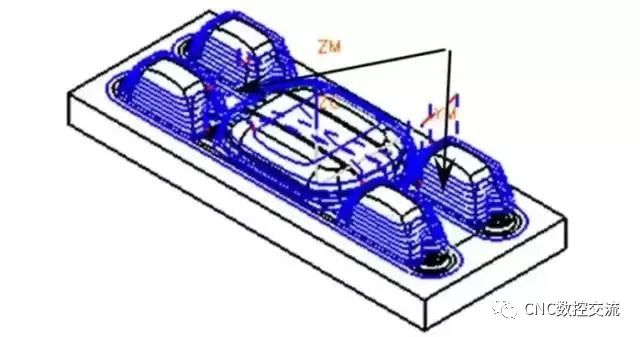
有些模具的重要部位或者普通数控加工不能加工的部位都需要进行电火花加工,所以在开粗或半精加工完成后,这些部位就无须再使用刀具进行精加工,否则就是浪费时间或者造成过切。如下面所示的模具部位就无须进行精加工。
(1)无须进行精加工的部位
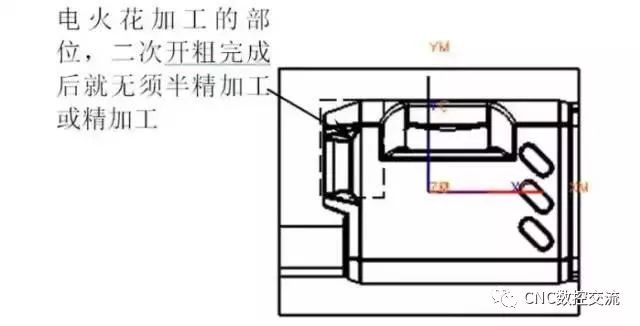
(2)无须进行精加工的部位
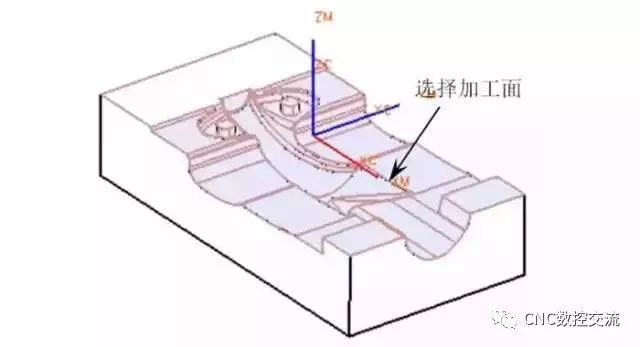
通过选择加工面的方式确定加工的范围,不加工的面不要选择。
六、空刀过多
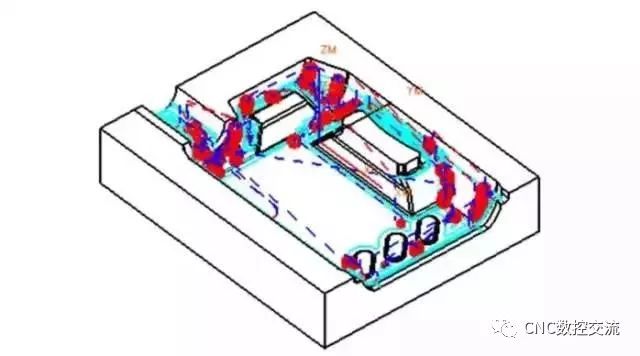
空刀是指刀具在加工时没有切削到工件,当空刀过多时则浪费时间。产生空刀的原因多是加工方式选择不当、加工参数设置不当、已加工的部位所剩的余量不明确和大面积进行加工,其中选择大面积的范围进行加工最容易产生空刀。
为避免产生过多的空刀,在编程前应详细分析加工模型,确定多个加工区域。编程总脉络是开粗用铣腔型刀路,半精加工或精加工平面用平面铣刀路,陡峭的区域用等高轮廓铣刀路,平缓区域用固定轴轮廓铣刀路。
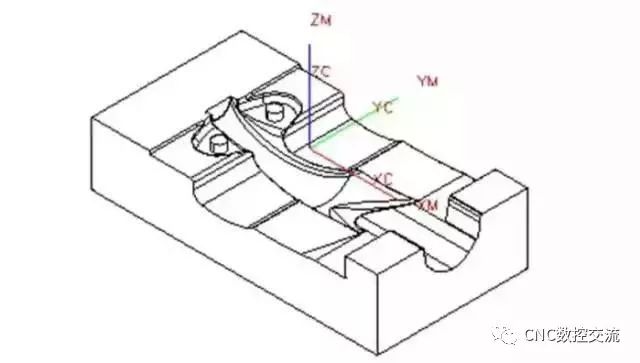
如图下图所示的模型,半精加工时不能选择所有的曲面进行等高轮廓铣加工,否则将产生过多空刀。
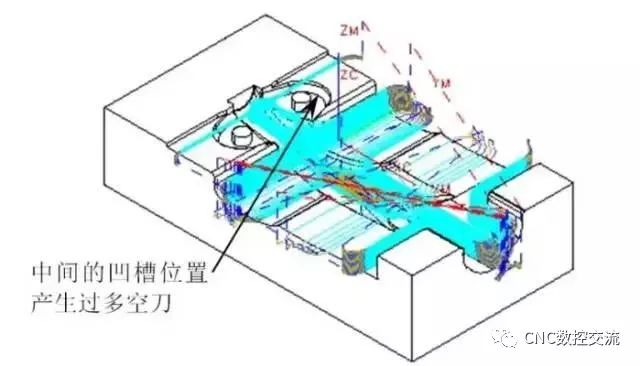
避免空刀过多的方法就是把刀路细化,通过选择加工面或修剪边界的方式把大的加工区域分成若干个小的加工区域。
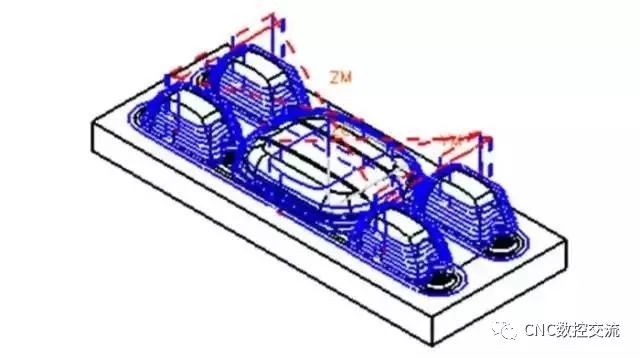
七、提刀过多和刀路凌乱
提刀在编程加工中是不可避免的,但当提刀过多时就会浪费时间,大大地降低加工效率和提高加工成本。另外,提刀过多会造成刀路凌乱不美观,而且会给检查刀路的正确与否带来麻烦。
造成提刀过多的原因有模型本身复杂、加工参数设置不当、切削模式选择不当和没有设置合理的进刀点等。
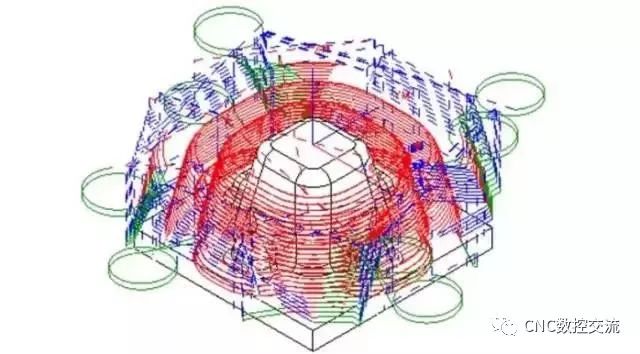
1.设置不当的加工参数
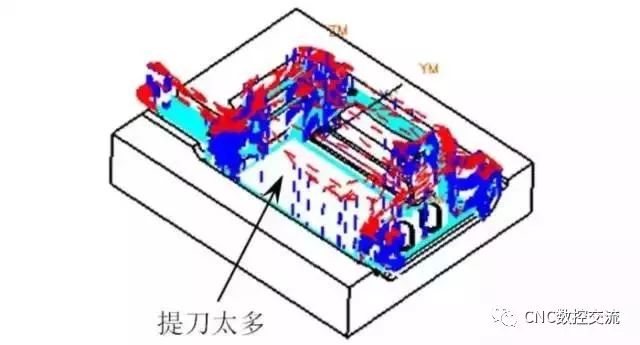
二次开粗:选择“使用3D”方式
解决方法及图示:
二次开粗:选择“使用基于层的”方式
2.选择不当的切削模式
选择“跟随部件”切削模式
解决方法及图示:
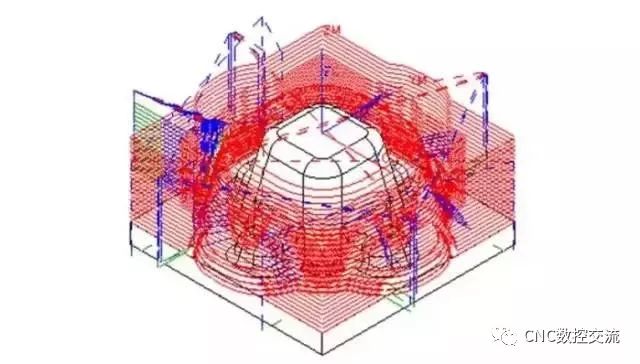
选择“跟随部件”切削模式
3、没有设置合理的进刀点
等高轮廓铣加工时没设置进刀点
在箭头所指两处设置进刀点
造成提刀过多的原因还有很多,如修剪刀路、切削顺序等。
八、残料的计算
残料的计算对于编程非常重要,因为只有清楚地知道工件上任何部位剩余的残料,才能确定下一工序使用的刀具以及加工方式。
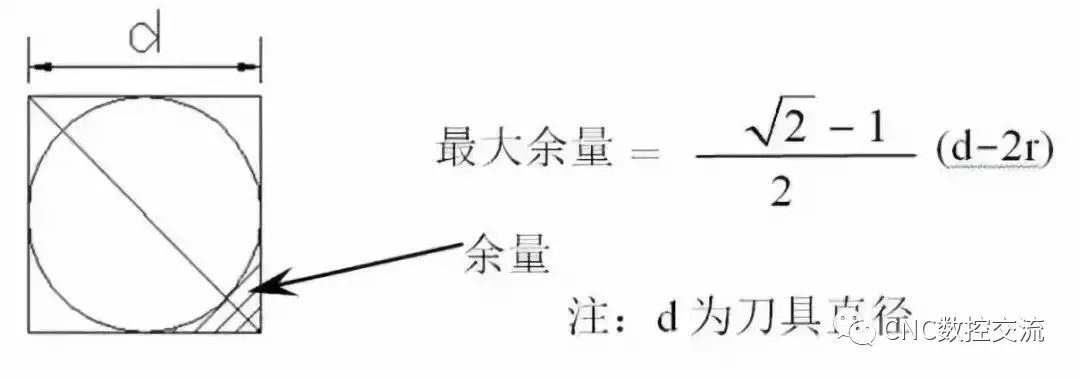
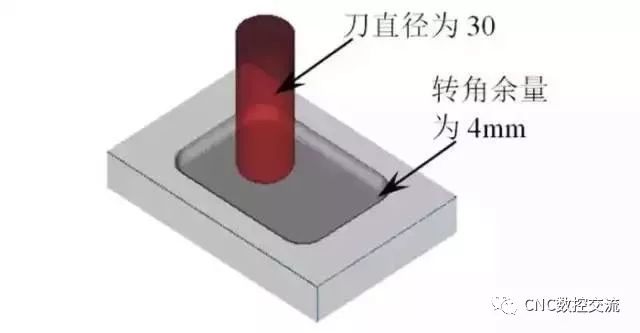
把刀具看作是圆柱体,则刀具在直角上留下的余量可以根据勾股定理进行计算,如 下图所示。
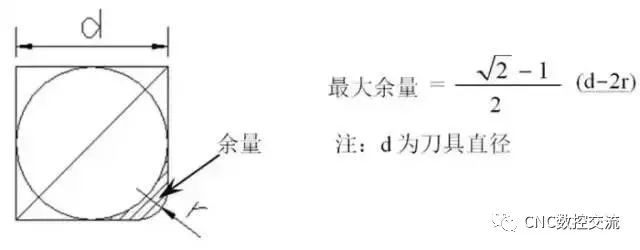
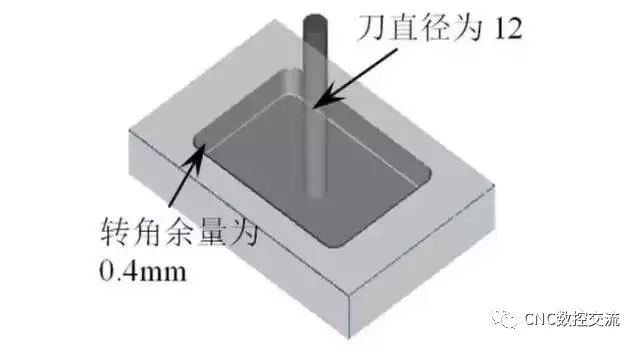
如果并非直角,而是有圆弧过渡的内转角时,其余量同样需要使用勾股定理进行计算,如下图所示。
如图下图所示的模型,其转角半径为5mm,如使用D30R5的飞刀进行开粗,则转角处的残余量约为4mm;当使用D12R0.4的飞刀进行等高清角时,则转角处的余量约为0.4mm;当使用D10或比D10小的刀具进行加工时,则转角处的余量为设置的余量,当设置的余量为0时,则可以完全清除转角上的余量。
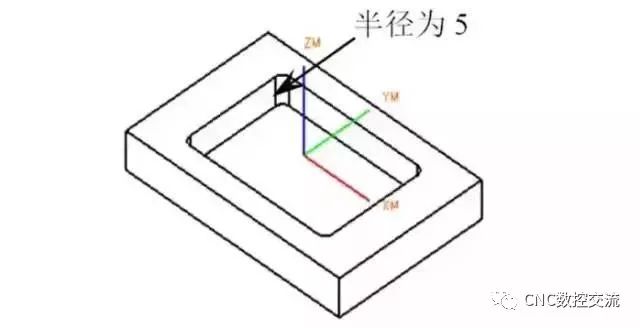
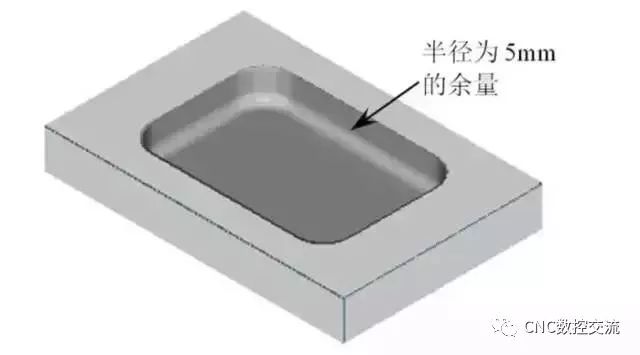
当使用D30R5的飞刀对下图所示的模型进行开粗时,其底部会留下圆半径为5mm的余量。
“鑫腾辉数控”是东莞市望辉机械有限公司注册的商标,该公司是一家专业从事数控机床研发与生产的厂家,主营产品有:石墨雕铣机、数控雕铣机、模具雕铣机、精雕机、CNC雕铣机、钻攻中心、加工中心、电脑锣等产品。机床主要应用与3C五金件、精密模具、精密电极、医疗器材、陶瓷、浮雕、钟表、鞋模、刀模等行业的产品加工,以及四轴、五轴联动加工复杂多面体。
鑫腾辉自成立至今,拥有雄厚的机械生产能力和强大的技术研发队伍,技术精湛,配套完善,科研实力雄厚。目前公司已形成了从技术开发、市场经营、生产制造、安装调试、前期规划和售后服务的全方位、多功能的完整体系。公司一直围绕“以客户需求为导向,以技术创新为引领”的理念,不断研发出业界领先的各类数控设备,产品远销东南亚等新兴市场。








