
专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
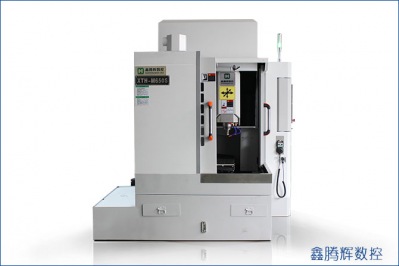
石墨精雕机现在来说是一个风口,很多的精密石墨加工厂都在全力的进行石墨电极,石墨模具的生产,用的就是我们鑫腾辉数控的石墨精雕机,玻璃精雕机就比较的传统了,主要是用来对玻璃等硬脆材料进行雕刻加工,硬要说两种机床的区别,还是比较大的,机床 的床身,加工
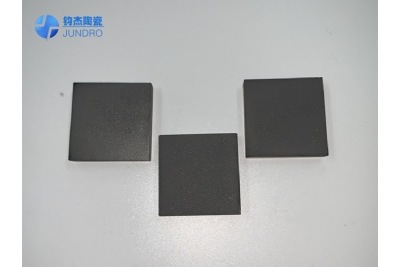
碳化硼陶瓷材料加工最近一段时间以来变得非常热门,很多企业都想加入这个俱乐部中来抢先分一杯羹。市场虽大,可是它的批量生产工艺始终困扰着大家。今天我们主要谈的是有关碳化硼陶瓷材料加工在生产流程中CNC到底发挥了什么样的作用,在哪些环节需要用到CNC。

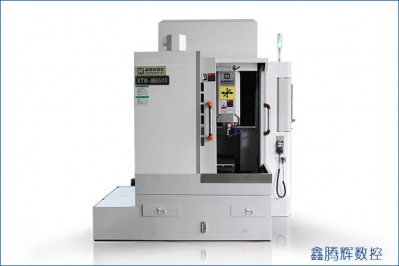
加工陶瓷材料一直是工业加工的难点,需要使用专用的陶瓷精雕机进行精密数控加工,这种机床有更好的加工精度,以及更高级别的防护,加工陶瓷材料的刀具更是不能用普通的加工金属材料的刀具。因为此时采用CNC机床的加工与其他金属材料的原理有所不同。加工陶瓷材料
石墨材料的逐渐兴起也是工业能力快速发展的结果,对石墨材料精密加工的需求也随着时代的进步变得额越来越高。石墨精雕机就是专门用于加工石墨电极以及石墨模具的的专用数控机床。石墨材料在未来的工业应用中将会有巨大的应用前景,石墨精雕机也会在未来

氧化铝和氧化锆是常见的两种特种陶瓷材料,如今已被广泛应用于各种工业的应用方面。陶瓷材料的加工一直是比较困难的,特种陶瓷通常都具有硬、脆的物理特征,因此要想将陶瓷块加工成所需的形状就必须要有合适的加工设备。氧化锆氧化铝陶瓷用那种机床加工 加工陶瓷材

陶瓷精雕机可以加工各种特种陶瓷材料,特种陶瓷,常见的有氧化锆,氧化铝,碳化硅氮化硅等,鑫腾辉数控为了解决陶瓷加工的难题专门研制出陶瓷精雕机,但是加工特种陶瓷的方法工艺都是有所不同的,也是众多客户一直想弄明白的事情,鑫腾辉数控专业生产销售数控陶瓷精

陶瓷材料的快速数控加工,是比较困难的。使用专用的数控陶瓷精雕机,才能做到令人满意的使用效果。鑫腾辉数控陶瓷精雕机可以加工各种陶瓷材料,像是氧化锆,碳化硅,都是可以进行精密加工的,数控陶瓷精雕机价格咨询136_998_99025。 &


