专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
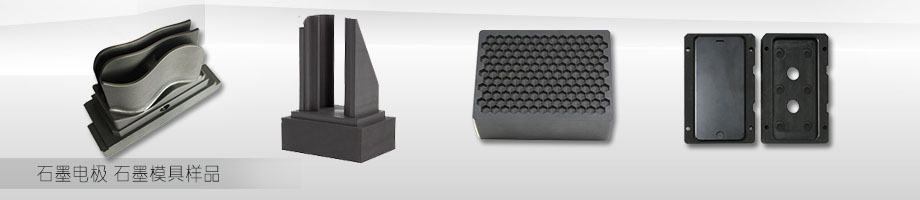
石墨电极的机械加工有特定的工艺难度和复杂性。在对其进行加工时,工艺方法的选择、工艺路线的安排、切削参数和工艺措施的合理选取等尤为重要。鑫腾辉数控石墨精雕机针对石墨粉尘打造了多重防护体系。在机床内部安装了C字型全隔离风琴罩和立柱前后隔离式包裹,有效保护导轨。采用全密闭型水帘,将加工时产生的粉尘全部隔离在水帘内部,防止电路受损。 石墨精雕机厂家联系电话:13699899025。

电火花成型用的石墨电极就是碳电极,由于石墨作电极进行电火花成型加工时,放电速度比铜快,为铜的3~5倍,能为模具制造节省大量时间。且石墨电极放电时能承受住较大电流,尤其在电火花粗加工时更为有利。模具型面大多需要有很好的纹面效果,这就要求在制造电极时尽量做成整体电极,而整体电极制造时存在种种隐性清角,由于石墨的易修整特性,使得这一难题很容易得到解决,并且大大减少了电极的数量,而铜电极无法做到。而且,同等体积下,石墨重量仅为铜的1/5,大大减轻了电火花成型机床的负荷,对于制造大型的电极、整体电极较有优势。
对石墨电极进行切削加工时,为防止崩角和碎裂,一般采用小的切削深度,高的进给量,分层铣削加工,每刀切削层的深度不超过0.2mm时一般不会崩碎。当采用合理的工艺编写刀路,在一般的数控机床上也可以完成石墨电极的加工,但是加工效率与电极表面质量低。因此对石墨电极主要采用高速数控CNC在线加工完成,高速加工时要求机床稳定性好,3轴运动要均勾稳定不振动,主轴回转精度要高。CNC在线加工速度快、切削性好、修整容易。精加工速度尤其突出,且其强度高,对于高度达50~90mm、超薄(0.2~0.5mm)的电极,加工时不易变形。为减少手工换刀的时间一般采用立式三坐标机床来加工。
由于石墨材质硬,对刀具的磨损是石墨电极加工中的突出问题。磨损量不仅影响刀具损耗费用、加工时间、加工质量,而且影响电极的表面质量。应采用硬质合金或金刚石涂层刀具。在石墨电极加工之前还可以先将其在煤油中浸泡数小时,适量降低其硬度和脆性,这也是减少刀具磨损的措施之一。采用小切深、快进给的高速加工方式,可以使刀具表面形成石墨润滑膜,同样可以降低刀具的磨损。
切削加工时,石墨电极材料的切削力约为切削铝、铜等韧性金属的10%左右,切削力通常不是重点考虑的工艺问题。因此粗加工时刀具可直接在工件上进刀,精加工时为避免崩角、碎裂的发生,常采用轻刀快走的方式加工。一般而言,石墨在切深小于0.2mm的情况下很少发生崩碎,还会获得较好的侧壁表面质量。石墨电极CNC加工时产生的灰尘比较大,可能会入侵到机床的导轨丝杠和主轴等部件,而且由于石墨的导电性非常好,石墨粉尘一旦进入电源箱后,还容易造成电极短路等故障,这就要求石墨加工机床密封性要好,同时有相应的处理石墨灰尘的装置。
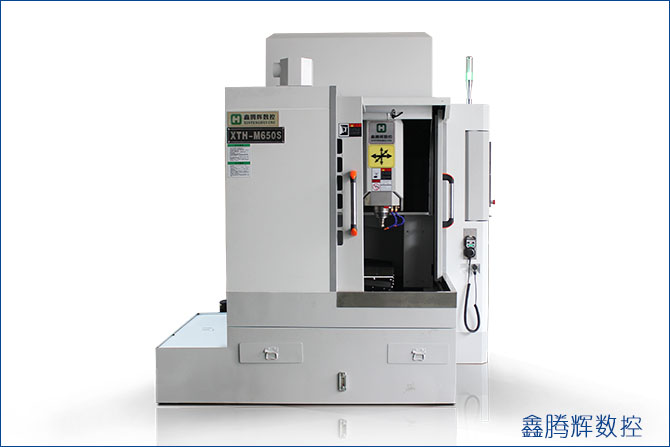
鑫腾辉数控石墨精雕机是根据石墨材料的特性,专门研发出来的一款数控机床,该机床各轴刚性强,稳定性高,可以对工件进行高速加工,更重要的是该机床的防护性能出色,鑫腾辉数控,专业从事石墨精雕机、陶瓷精雕机、精雕机、加工中心等数控机床的生产销售和技术服务。鑫腾辉数控始终坚持以人才为根本的经营方针,与国内外多家科研单位,高等院校建立了合作关系,组建了一支由数控机床专家为带头人的研发团队,潜心研究开发数控机床技术。公司拥有众多的技术人才和管理人才。从设计研发到生产、制造、组装到品管检验,机床均经过每一阶段严格的监控,以确保品质与稳定性。鑫腾辉数控咨询电话:13699899025。








