专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
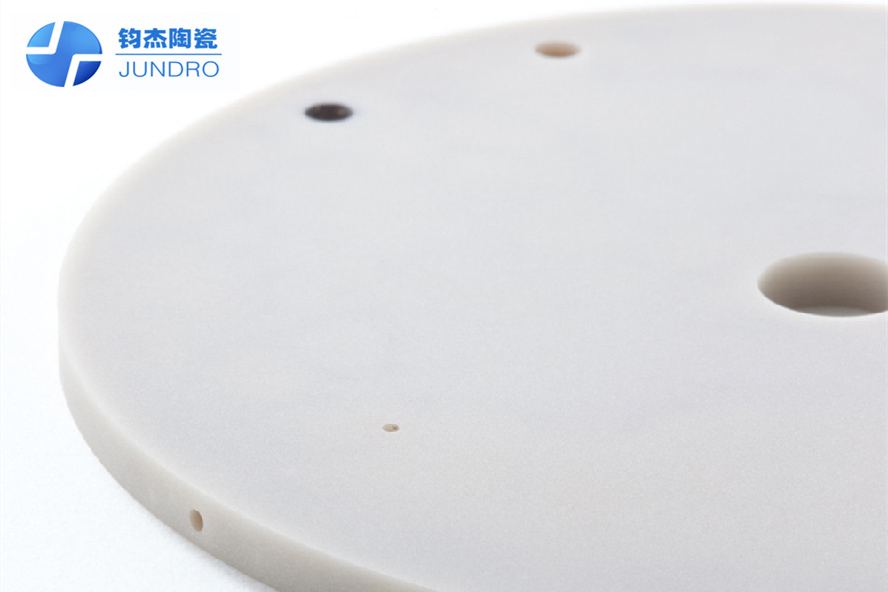
氮化铝陶瓷是热传导性非常好的材料,可以用来制作成散热片和电路板,氮化铝陶瓷材料的应用范围逐年增加。这种陶瓷材料性能虽好,但是加工起来难度却比较大。数控加工氮化铝陶瓷材料是最常用的方法之一,数控精雕机设个是氮化铝陶瓷精密加工不可缺少的设备。但是不建议您使用普通的精雕机来加工陶瓷材料,最好是使用陶瓷专用数控精雕机。鑫腾辉数控是一家专业研发数控专用机床的厂家,为你介绍氮化铝陶瓷片打孔用那种精雕机。

氮化铝陶瓷材料具有又脆又硬的两种本身的材料性能,在加工氮化铝陶瓷的过程中极其容易出现崩边,总体上来说氮化铝陶瓷的加工难度是比较大的。使用陶瓷精雕机加工是氮化铝陶瓷加工中难度最高的一环,主要是在钻孔时,会产生崩边的情况,针对这种材料的性质,我们可以尝试用一下的几种方法来硬度:
一、氮化铝陶瓷材料在进行加工时,可以在工件上多留些余量,然后进行正常的数控加工,加工完成后,工件背面肯定会有崩边的现象,这时再把预留的量用磨床磨掉,使用磨床把崩边的部分去掉,不过这种方法也有比较明显的缺点,那就是很废材料,如今氮化铝陶瓷材料的价格是比较贵的,这样做会使每一片氮化铝陶瓷的成本提高;
二、对氮化铝陶瓷材料打孔加工时换直径小一点的刀具,采用螺旋式下刀,一层一层的磨,但是这种方法需要刀具以较为缓慢的速度往下走,换言之就是效率低,陶瓷材料加工的通病就是加工效率比较低,好处就是孔内壁光滑;
三、硬度陶瓷打孔崩边的问题可以尝试先用直径小一点的刀具打一个孔,之后在已打好的孔的基础上往外扩,扩张到合适的大小就行了,这种方法的缺点就是孔内壁会有一条一条的线纹;
四、在极限的情况我们可以采取这样的方法。先从一面开始打孔,打到一半左右,取下工件翻过来,再进行打孔,两个孔对接时成为一个孔,加工完成,这种方法同样有缺点,因为无法保证两次装夹的位置坐标不会有误差,所以两个孔对接时会有错位,不过只要没有操作失误,错位不会很夸张,大部分情况都是可以接受的。
氮化铝陶瓷具有优良的热、电、力学性能,并且具有又脆又硬的两种材质特征,加工难度是非常大的。鑫腾辉数控针对氮化铝陶瓷的数控加工专门研发了一款氮化铝陶瓷数控精雕机以及氮化铝陶瓷数控加工工艺,经过技术迭代,现在已经向市场推出了第三代陶瓷雕铣机,欢迎各界朋友参观考察,陶瓷精雕机厂家联系电话:13699899025。








