专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
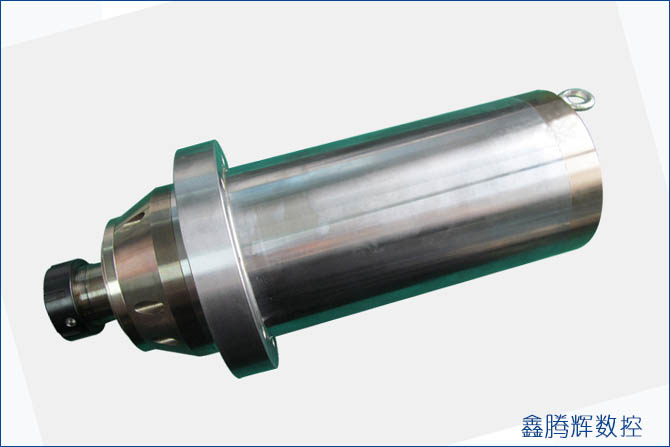
数控精雕机的精度可以说是机床的灵魂一样,是非常重要的,可以影响数控精雕机精度的因素是非常多的,数控系统,数控精雕机的主轴,丝杠导轨,轴承,都是保证数控精雕机精度的关键零件是非常重要的,鑫腾辉数控专业生产各种型号的数控精雕机十余年,对精雕机各个部件都非常的熟悉,为您介绍影响数控精雕机精度的几个因素。
当代数控系统中。数控系统的计算速度大大提高,采样时间大大减少。硬件伺服控制变为软件伺服控制后,大大地提高了伺服系统的性能。现在我们常用的新代系统,可以对的各个伺服装置和部件实现了分散配置,网络连接,进一步发挥了对机床的控制能力和通信速度。这些技术的发展,使伺服系统性能改善、可靠性提高、调试方便、柔性增强,大大推动了高精高速加工技术的发展。
数控机床推动了伺服电机又好又快发展,实现高速化的利息相对较低,交流直线伺服电机直接驱动进给技术已趋成熟。数控机床的进给驱动有“旋转伺服电机精密高速滚珠丝杠”和“直线电机直接驱动”两种类型。保守的滚珠丝杠工艺幼稚加工精度较高。 所以目前应用广泛。使用滚,珠丝杠驱动的高速加工机床最大移动速度90m/min加速度1.5g但滚珠丝杠是机械传动,机械元件间存在弹性变形、摩擦和反向间隙,相应会造成运动滞后和非线性误差,所以再进一步提高滚珠丝杠副移动速度和加速度比较难了90年代以来,高速高精的大型加工机床中,应用直线电机直接驱动进给驱动方式。比滚珠丝杠驱动具有刚度更高、速度范围更宽、加速特性更好、运动惯量更小、动态响应性能更佳,运行更平稳、位置精度更高等优点。
且直线电机直接驱动,不需中间机械传动,减小了机械磨损与传动误差,减少了维护工作。直线电机直接驱动与滚珠丝杠传动相比,其速度提高30倍,加速度提高10倍,最大达10g刚度提高7倍,最高响应频率达100Hz还有较大的发展余地。当前,高速高精加工机床领域中,两种驱动方式还会并存相当长一段时间,但从发展趋势来看,直线电机驱动所占的比重会愈来愈大。种种迹象标明,直线电机驱动在高速高精加工机床上的应用已进入加速增长期。
交流伺服取代直流伺服、软件控制取代硬件控制成为了伺服技术的发展趋势。由此发生了应用在数控机床的伺服进给和主轴装置上的交流数字驱动系统。随着微处理器和全数字化交流伺服系统的发展,目前交流伺服系统已在很大范围内取代了直流伺服系统。

先进传感器检测技术的发展也极大地提高了交流电动机调速系统的动态响应性能和定位精度。交流伺服电机调速系统一般选用无刷旋转变压器、混合型的光电编码器和绝对值编码器作为位置、速度传感器,另外。其传感器具有小于1μs响应时间。
伺服电动机自身也在向高速方向发展,与上述高速编码器配合实现了60m/min甚至100m/min快速进给和1g加速度。为保证高速时电动机旋转更加平滑,改进了电动机的磁路设计,并配合高速数字伺服软件,可保证电动机即使在小于1μm转动时也显得平滑而无爬行。
鑫腾辉数控设备有限公司集数控机床的研发、生产、销售于一体。公司成立以来,已经在数控机床行业里经营多年,在数控精雕机的设计理论和工艺技术方面取得了长足的进步,各种型号的雕铣机产品更是受到了众多客户的一致好评。我们推出的陶瓷精雕机在工业陶瓷精密加工的领域独树一帜,成为陶瓷精密加工行业内的标志性产品。鑫腾辉数控精雕机价格咨询电话:13699899025。








