专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
机床具有的系统性的机械相关偏差,可以被系统记录,但由于存在温度或机械负载等环境因素,在后续使用过程中,偏差仍然可能出现或增加。在这些情况下,数控操作系统可以提供不同的补偿功能。使用实际位置编码器(如光栅)或额外的传感器(如激光干涉仪等)获得的测量值来补偿偏差,从而获得更佳的加工效果。鑫腾辉数控是一家研发、生产制造、销售、维修维护服务为一体的数控机床厂家。今天我们就来分享一下数控加工中的补偿有哪几种。
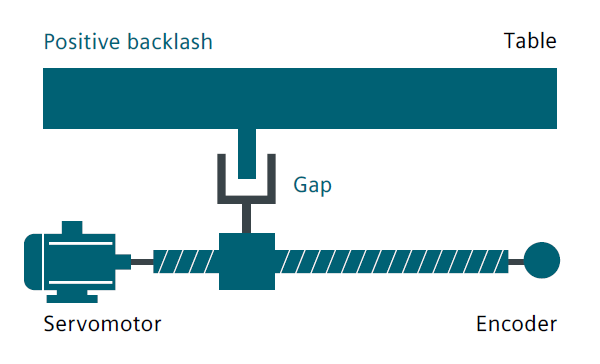
1.反向间隙补偿:在机床移动部件和其驱动部件,如滚珠丝杠,之间进行力的传递时会产生间断或者延迟,因为完全没有间隙的机械结构会显著增加机床的磨损,而且从工艺上讲也是难以实现的。机械间隙导致轴/主轴的运动路径与间接测量系统的测量值之间存在偏差。这意味着一旦方向改变,轴将移动得过远或过近,这取决于间隙的大小。工作台及其相关编码器也会受到影响:如果编码器位置领先工作台,它提前到达指令位置这意味着机床实际移动的距离缩短了。在机床运行,通过在相应轴上使用反向间隙补偿功能,在换向时,以前记录的偏差将自动激活,将以前记录的偏差叠加到实际位置值上。
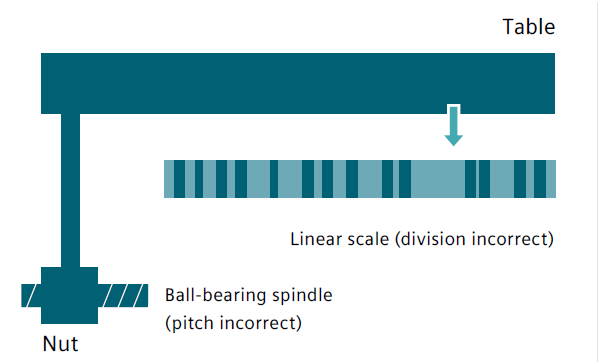
2.丝杠螺距误差补偿:CNC控制系统中间接测量的测量原理基于这样一个假设:即滚珠丝杠的螺距在有效行程内保持不变,因此在理论上,可以根据驱动电机的运动信息位置推导出直线轴的实际位置。但是,滚珠丝杠的制造误差会导致测量系统产生偏差(又称丝杠螺距误差)。测量偏差(取决于所用测量系统)与测量系统在机床上的安装误差(又称为测量系统误差)可能进一步加剧此问题。为了补偿这两种误差,使可使用一套独立的测量系统(激光测量)测量CNC机床的自然误差曲线,然后,将所需补偿值保存在CNC系统中进行补偿。
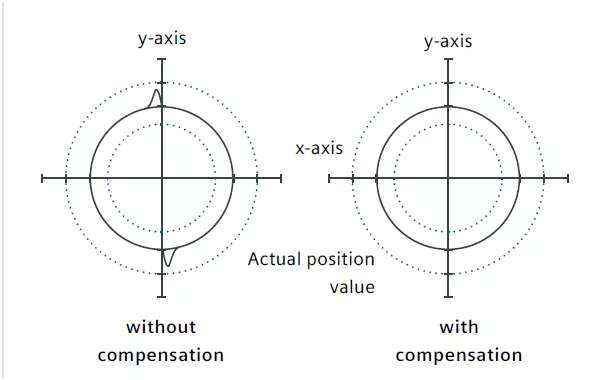
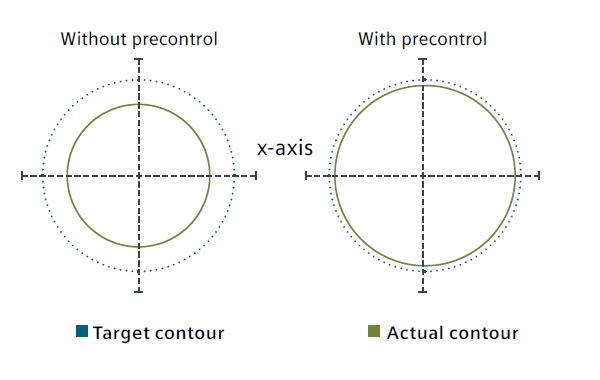
3.摩擦补偿:其中又分为象限误差补偿和动态摩擦补偿:象限误差补偿(又称为摩擦补偿)适合上述所有情况,以便在加工圆形轮廓时大幅提高轮廓精度。原因如下:在象限转换中,一个轴以最高进给速度移动,另一轴则静止不动。因此,两轴的不同摩擦行为可能导致轮廓误差。象限误差补偿可有效地减小此误差并确保出色的加工效果。补偿脉冲的密度可以根据与加速度相关的特征曲线设置,而该特征曲线可通过圆度测试来确定和参数化。在圆度测试中,圆形轮廓的实际位置和编程半径的偏差(尤其在换向时)被量化的记录下来,并通过图形化显示在人机界面上。
在新版本的系统软件上,集成的动态摩擦补偿功能能够根据机床不同转速下的摩擦行为进行动态补偿,减小实际加工轮廓误差,实现更高的控制精度。
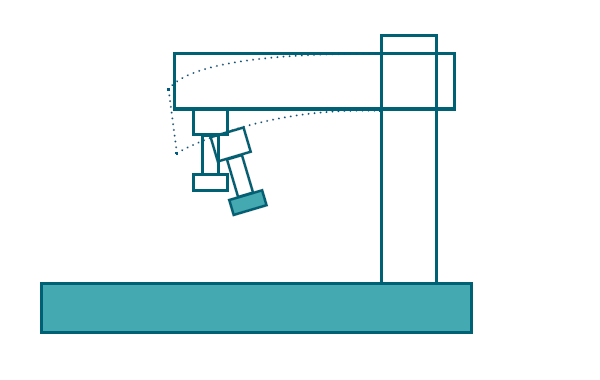
4.垂度和角度误差补偿:如果各机床单个部件的重量会导致活动部件位移和倾斜,则需要进行垂度补偿,因为它会导致相关机床部分(包括导向系统)下垂。角度误差补偿则用于当移动轴没有以正确的角度互相对齐时(例如,垂直)。随着零点位置的偏移不断增加,位置误差也增加。这两种误差均由机床的自重,或者刀具和工件重量所导致。在调试时测得的补偿值被定量后按照相应的位置以某种形式,如补偿表,存储在SINUMERIK中。在机床运行时,相关轴的位置根据存储点的补偿值进行插补。对于每次连续路径移动,均存在基本轴与补偿轴。
5.温度补偿:热量可能导致机床各部分膨胀。膨胀范围取决于各机床部分的温度、导热率等。不同温度可能导致各轴的实际位置发生变化,这会对加工中的工件精度产生负面影响。这些实际值变化可以通过温度补偿抵消。各轴在不同温度的误差曲线均可定义。为了始终正确补偿热胀,必须通过功能块不断从PLC向CNC控制系统重新传递温度补偿值、参考位置和线性梯度角参数。意外参数的变化会由控制系统自动消除,从而避免机床过载并激活监控功能。
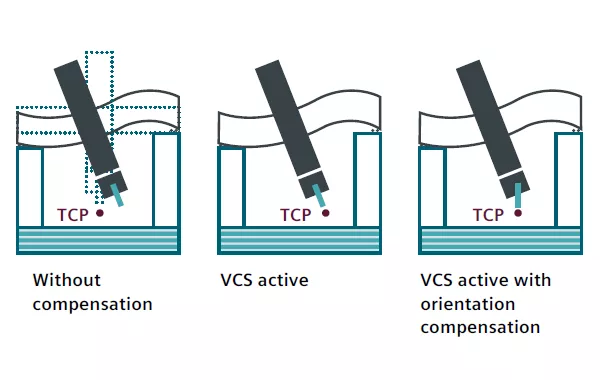
6.空间误差补偿系统(VCS):回转轴的位置、它们的相互补偿以及刀具定向误差,可能导致转头和回转头等部件出现系统性几何误差。此外,每个机床中进给轴的导向系统将出现小误差。对于线性轴,这些误差为线性位置误差;水平和垂直直线度误差;对于旋转轴,会产生俯仰角、偏航角和翻滚角误差。将机床组件相互对齐时,可能出现其他误差。例如,垂直误差。在三轴机床中,这意味着在刀尖上可能会产生21项个几何误差:每个线性轴六个误差类型乘以三个轴,再加三个角度误差。这些偏差共同作用形成总误差,又称为空间误差。
空间误差描述了实际机床的刀具中点(TCP)位置与理想无误差机床的刀具中点位置的偏差。SINUMERIK解决方案合作伙伴能够借助激光测量设备确定空间误差。仅测量单个位置的误差是远远不够的,必须测量整个加工空间内的所有机床误差。通常需要记录所有位置的测量值并绘成曲线,因为各误差大小取决于相关进给轴的位置与测量位置。例如,当y轴与z轴处于不同位置时,导致x轴产生的偏差会不同——即使在x轴的几乎同一位置也会出现误差。借助“CYCLE996 –运动测量”,只需几分钟即可确定回转轴误差。这意味着,可以不断检查机床的准确性,如果需要,即使在生产中,也可以校正准确性。
7.偏差补偿(动态前馈控制):偏差指在机床轴运动时位置控制器与标准的偏差。轴偏差为机床轴的目标位置与其实际位置的差值。偏差导致与速度相关的不必要轮廓误差,尤其在轮廓曲率变化时,如圆形、方形轮廓等。凭借零件程序中的NC高级语言命令FFWON,在沿路径移动时,可以将与速度相关的偏差减为零。通过前馈控制提高路径精度,从而获得更好的加工效果。
FFWON: 启动前馈控制的命令
FFWOF: 关闭前馈控制的命令
8.电子配重补偿:在极端情况下,为了防止轴下垂而对机床、刀具或工件造成损坏,可以激活电子配重功能。在没有机械或液压配重的负载轴中,一旦松开制动器,垂直轴会意外下垂。在激活电子配重后,可以补偿意外的轴下垂。在松开制动器后,靠恒定的平衡扭矩来保持下垂轴的位置。
数控机床的补偿主要分为:反向间隙补偿、丝杠螺距误差补偿、摩擦补偿(象限误差补偿)和动态摩擦补偿、垂度和角度误差补偿、温度补偿、空间误差补偿系统(VCS)、偏差补偿(动态前馈控制)、电子配重补偿等。如需了解更多关于数控机床的相关知识,欢迎致电:136_998_99025。我们欢迎广大新老客户光临我厂考察指导!








