专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
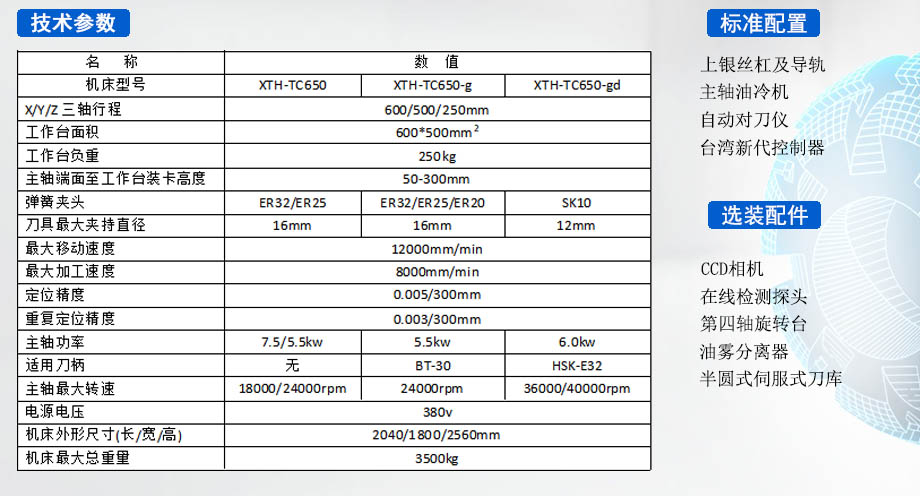
现代陶瓷材料具有高强度、高硬度、耐腐蚀、耐高温、耐磨损及化学稳定性好等优异性能,适合于制作普通金属材料无法满足要求的特殊机械零件,应用的领域也是非常的广泛。陶瓷材料的生产工艺使得陶瓷材料难以保证机器零件的精度。因此用陶瓷材料制作机械零件,仍必须进行机械加工,才能达到要求的尺寸精度和形位公差。这就诞生了专门加工陶瓷材料的数控精雕机,鑫腾辉数控专业生产各种数控机床已经有多年的经验,专门开发了一款可以快速加工陶瓷材料的数控精雕机,经过自身的实验室数据,可以加工的材料众多,氧化锆,氧化铝,碳化硅,氮化硅等各种先进陶瓷都是可以进行机械加工的,开槽,打孔,甚至是磨牙攻牙都不成问题,陶瓷材料切削加工专用数控精雕机价格咨询电话:136_998_99025。
陶瓷材料的推广使用,在一定程度上取决于其机械加工的技术水平。陶瓷材料的机械加工特点陶瓷材料具有高脆性、低断裂韧性,材料弹性极限与强度非常接近,机械加丁效率低、刀具磨损快、成本高,难以完成形状复杂、尺寸精度高、表面粗糙度低的零件加工。而多数陶瓷材料的导电性不良,电加工方法也受到限制。

氧化锆陶瓷精雕机特点:

►针对氧化锆质硬、耐磨的特点,优化机床设计,强化机床稳定性。
►3区分离设计,将加工区域、电器区域、维修区域分离出来,更有效隔离陶瓷粉尘。
►双层防护,Y轴采用不锈钢防护板以及风琴式防护罩双层设计,有效防范陶瓷粉尘侵扰。
►转角双开门,安全门开启角度更大,方面拿取工件。
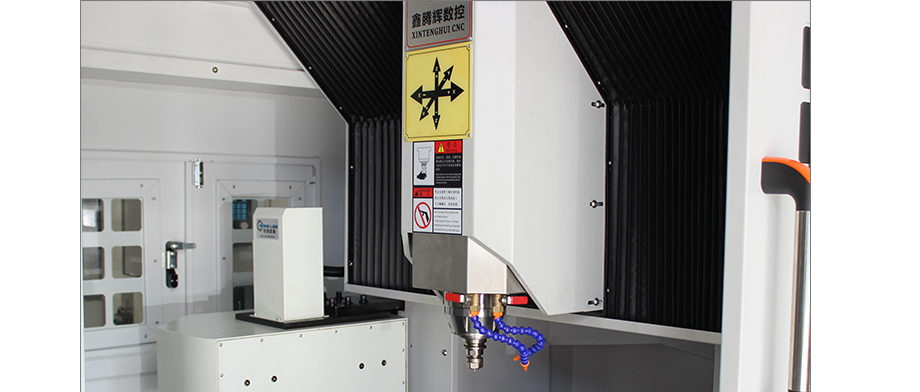
机床功能:

自动换刀系统:采用最新高效伺服刀库,可同时容纳12把刀,自动换刀减少人力。
精密自动对刀:具有自动对刀功能的精密对刀器,相比人工对刀效率更高、速度更快。
自主研发智能控制系统:自本系统功能使用,能够记录刀具使用寿命、傻瓜式编程等实用功能,当刀具达到使用寿命时自动报警,让您在加工碳化硅时更安心。
产品实拍图:




陶瓷精雕机的拓展阅读:
氧化锆陶瓷是一种质地坚硬且脆性极高的工业特种陶瓷,纯净的氧化锆呈现为白色,含有其他成分或者杂质的则会呈现出黄、灰等色。在常压下纯净的氧化锆一共有三种状态的晶体存在,分别为:单斜、四方、立方。由于氧化锆较为特殊的物理特性,加工时要有别于金属材料。目前常见的氧化锆加工设备包括:陶瓷精雕机、内圆磨、外圆磨、冲子机等等。这些设备通常都配合在一起使用,已达到最佳的效果。
氧化锆陶瓷精雕机主要用于对氧化锆等超硬材质的磨削,以达到精密成型的目的。氧化锆陶瓷精雕机运用目前先进的机床设计理念,将机床划分为多个独立区域,令加工更高效、维护更便捷、使用更舒心。该款机型可根据客户的实际需求进行二次开发,可选择多种智能附件,如:CCD相机、在线探头、吸尘器等。
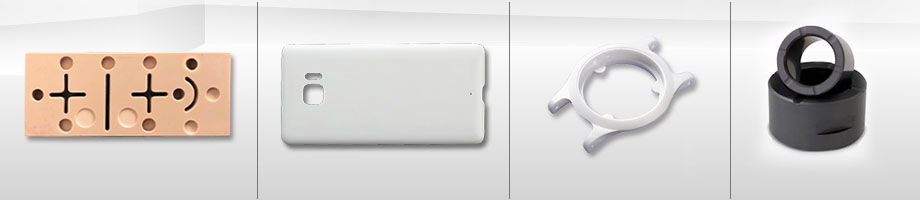
氧化锆陶瓷精雕机目前主要的应用范围有:陶瓷手机背板、智能穿戴设备、陶瓷泵芯、陶瓷表壳等等领域的精密加工。它的出现弥补了传统CNC机床刚性差、结构设计不合理、防护等级低等问题。
联系方式:
东莞市望辉机械有限公司
联系人:许先生
联系电话:136_998_99025
厂址:东莞市大朗镇犀牛陂村瓦窑街35号
网址:www.jdjcnc.com
陶瓷和金属的切削加工过程存在显著差异,在切削加工的开始阶段,短时间内刀具的磨损量迅速增大,加工持续时间短;后期阶段刀具的磨损量变化不大,是切削加工的主要阶段。陶瓷材料的机械加工难度大,工艺稍有偏差就可能产生裂纹和烧伤,引起零件表面层组织的破坏,加工中极易发生崩裂小豁口即崩豁。
3主要机械加工方法及其技术要点陶瓷材料现有的加工方法主要有机械加工、电加工、化学加工、超声波加工、激光加工和复合加工等,机械加工是其的传统加工技术,也是应用范围最广的加工方法。
3.1车削加工车削是机械加工的基本方法,由于陶瓷材料的硬度高、脆性大,车削难以保证零件的精度要求,而且加工效率低。所以,实际生产中陶瓷零件车削加工应用并不普遍。刀具的角度设计非常重要,切削液的选择,切削速度、进给量等工艺参数的优化,也是陶瓷材料车削加工的关键。
3.1.173具精精陶瓷零件车削采用金刚石、立方氮化硼、硬质合金钢等超硬刀具。如果采用金刚石刀具,粗车时可以采用多晶金刚石刀具,精车时则必须采用天然单晶金刚石刀具。硬质合金刀具的硬度高,在lO00~C高温下仍能保持常温硬度,而且耐磨损、耐腐蚀,制造工艺成熟、价格低。通过正确设计刀具角度、合理选择切削参数,可以弥补其韧性差、抗振f生差的缺陷。实践证明,采用硬质合金刀具,零件质量好、成本低,因此陶瓷零件车削选用硬质合金刀具较多。
3.1.2刀具角度陶瓷材料加工时,零件及刀具材料脆性大、抗弯强度低,切屑呈粉末状且变形小,切屑不会划伤已加工表面,切削力集中在刀具刃口附近。为了提高刀具的强度、保护切削刃,应选取较小的正值前角、后角及刃倾角A。在加工工艺系统的刚度允许下,为改善刀头的散热条件、提高刀头强度,减小零件表面粗糙度,应选取较小的正值主偏角、副偏角和较大的刀尖圆弧半径。兼顾刀具寿命、加工质量、不崩裂,切削正交试验结果,车削陶瓷用硬质合金刀具几何参数参考值:前角、后角Ot、主偏角、副偏角、刃倾角A、刀尖圆弧半径分别为(o-5)。、(5—7)。、(5—8o、5。、(0-2o、(3-5)mm。粗车外圆时,刀具前角取值(一3~0)。;精车外圆时,刀具前角IRiR,I,正值,取值略微增大为(02)。。精车时刀具的使用寿命比粗车时短。
3.1.3车削用量在选择上述刀具参数下,为了提高加工生产率、刀具寿命和加工质量,防止零件发生脆f生断裂,运用切削正交试验,可以得到优化的车削用量三要素为:切削速度=(100~120)m/rain、背吃刀量(0.3~0.5)mm、进给量f=-o.06mm/r。
3.1.4崩豁的防止陶瓷在车削加工中容易发生崩豁,解决方法可采用变压应力切削,也可在零件加工部位终端局部加热如激光预热车削,或采用化学软化处理等方法来增加材料塑性。3.2磨削加工陶瓷材料精加工主要采用磨削方法,砂轮一般选用金刚石砂轮。砂轮磨粒切入工件时,磨粒切削刃前方的材料受到挤压,当压力值超过陶瓷材料承受极限时被压溃形成碎屑;同时,磨粒切人工件时,由于压应力和摩擦热的作用,磨粒下方的材料会产生局部塑l生流动形成变形层,当磨粒划过后,由于应力的消失,引起变形层从工件上脱离形成切屑。在磨削加工中切屑不易排除,加工效率低,砂轮磨损严重,加工成本高嗍。
3-2.1砂轮磨削陶瓷材料时,法向磨削力大于切向磨削力(5-10)倍,用砂轮端面磨削时可大(20~30)倍。磨床要有足够的刚性,砂轮与工件之间的压力要超过临界压力值(2—5)MPa才能保证正常的磨削。金刚石磨粒的大小是影响陶瓷加工表面质量的一个重要因素。磨粒越小加工表面粗糙度越低,但砂轮的磨削比降低。磨削陶瓷时所用的金刚石磨粉的粒度为:粗磨(0.25-0.125)mm(60~120),半精磨(0.125-0.9)ram(120一mo)。精磨(0.0,"/5--0,04)mm241Y—W40。
3.2.2切削用量和冷却液的选择通常砂轮速度选用(15—25)m/s(金属结合剂)或(20~30)m/s(树脂结合剂。工件送给速度1.15m/min,吃刀量为(1—2)m。磨削时应使用水溶性乳化液或低粘度的油类切削液,采用切削液不仅可以冲走磨屑,而且可以降低磨削温度、提高加工质量,防止粉状切屑或磨粒残留在工件上划伤零件表面和砂轮磨损。
3.3研磨和抛光研磨和抛光加工通过研具和工件之间的机械摩擦或机械化学作用去除材料的余量,使工件表面产生微小龟裂,逐渐扩展并从零件母体材料上分离,达到零件所要求的尺寸精度、表面粗糙度。选用细粒度、软研具、低研磨压力、较低的研磨速度,零件可获得较好的尺寸精度和表面粗糙度,但加工效率较低超精密研磨和抛光时,所用磨粒的直径一般在几微米以下。为防止被加工件的氧化或研磨液中的杂质引起零件表面划伤,通常使用蒸馏水或去离子水。研磨盘的主轴应有高的回转精度和刚度,转速不宜太高,以免振动对零件的加工表面产生不利影响。化学机械研磨和抛光时,同时有化学反应和水合反应,所以比纯机械研磨和抛光的加工效率高。
3.4钻削陶瓷的钻削,尤其带有螺纹的孔加工是陶瓷材料加工要求极高的工艺。目前,陶瓷机械钻削方法只能加工几毫米的孔,微小孔需采用电加工、超声波、激光加工或者复合加工的方法来实现。如果是加工套类工件,选用合适的内圆磨床和砂轮进行加工即可。但是一些大型、长方形、板状或外形不规则的工件,如果需要钻孔或扩孔就比较困难,必须采用电镀金刚石钻头。3.4.1电镀金刚石钻头的选用电镀金刚石钻头是一种新型的钻孔刀具,速度快、精度高,深孔、盲孔均可加工,钻头稍加改造就可以扩孔、修孔,在石英陶瓷和氧化铝陶瓷零件匕钻孔、扩孔、修孔的加工效果非常好。这种钻头价格低,操作方便。其直径根据加工孔的直径留出电镀层的厚度即可,磨料的粒度按照孔的具体情况选取,一般选(8o-18o)#,电镀基体的壁厚一般选用(0.5—2)ram,有效长度根据孔的深度而定。
3.4.2冷却方法电镀金刚石钻头加工时必须较好的冷却。因为陶瓷材料的硬度非常高,在加工过程中会产生大量的热,如果冷却条件不好,刀具温度升高很快,稍不注意就会烧毁钻头。果孔的深度不大,一般进行外冷却,先在钻头的基体上钻上许多小孔,工作时直接将切削液浇到钻头上,既能冷却钻头的外面,也能通过小孔流到钻头的里面使钻头得到充分的冷却。如果加工深孔,应该在钻头的基体内设一通孔,冷却液通过钻头上部压进去,从钻头的内部流到切削刃底部,再经底部流到钻头外面,使钻头得到充分的冷却。
3.5复合加工采用单独的机械加工方法,或单一的电加工、化学加工、超声波加工、激光加工等特种加工方法,都难以圆满达到陶瓷的加工要求,随着陶瓷加工理论研究的深入和加工新技术的成熟,综合运用机械加工及先进的电火花、超声波、激光、微波等相复合的加工技术,实现陶瓷零件的优质高效低耗加工,是工程陶瓷材料加工技术发展的必然趋势。4结束语由于陶瓷的机械加工性能差,所以研究陶瓷零件的机械切削加工,对陶瓷在工程中的广泛应用起着十分重要的作用。研究开发效率高、质量好、成本低的陶瓷材料加工技术,成为机械加工行业的热门。将新材料、新技术、新工艺的推广应用到陶瓷加工,不断改进和创新陶瓷材料常规加工技术,是陶瓷机械加工努力的方向。








