专注精雕 精密雕铣
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
13年来• 专注精雕机创新研发的生产厂家
400-9630-833
13923413250
全国服务热线
18823672556
在车床加工工件过程中,为了一次性装夹完成多种加工工序,有的用户就要求机床具有多边形加工功能,FANUC系统和国产的GSK980数控系统,通过伺服机构和电动机速度的检测与反馈就能实现这项功能,机械结构简单,操作方便,易于实现。
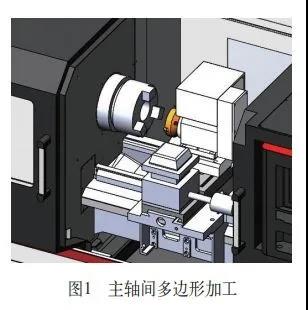
多边形控制分为两种控制方式,一种是主轴和伺服轴之间的同步控制,也就是数控系统的串行主轴作为工件轴,控制轴(伺服轴)作为刀具轴进行旋转而形成的多边形加工。另一种为两个 主轴之间的同步控制,即以第二主轴作为刀具旋转轴而进行的多 边形加工,称为主轴间多边形加工(见图1)。
下面对主轴间多边形加工的原理进行分析和介绍。
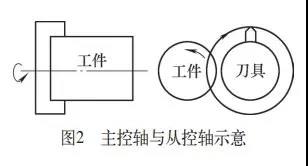
首先两个主轴要分为主动轴和从动轴,成为同步标准的轴称作主动轴,与主动轴同步移动的轴称为从动轴。在多边形加工中,刀具轴作为主动轴,工件轴作为从动轴(见图2)。
在多边形加工中,当指令轴进入同步方式时,主动轴和从动轴进入同步状态,使工件和刀具按一定的比例旋转,将工件的形状加工成多边形。通过改变工件和刀具的旋转比和刀盘上刀具安装数量,可以把工件加工成各种形状,在同步过程中不管是自动运行还是手动运行,如果在没有取消同步的情况下,始终保持同步关系。
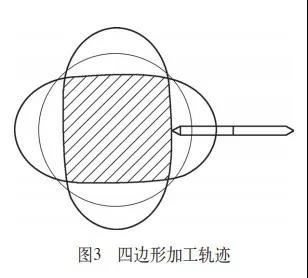
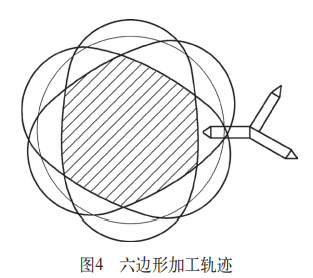
在加工工件中,常见的有四边形和六边形。在加工过程中,如果加工四边形,建议工件和刀具的转速比 为1∶2,在刀盘上安装两把刀具,安装间隔180°。如果车六边形,刀盘上安装三把刀具,安装间隔120°。通过实际加工可以看出,刀具和工件的转速比例越小,形状误差越小,所以在加工多面体时,应合理选用刀具数量,使刀具和工件的转速比达到最小。
依据加工原理和经验,刀盘的直径越大,加工工件的平面 度越好,虽然在制造过程中有成 本的限制、机床的空间不足等问题,但选用刀盘时,应做到尽量选用大些的刀盘。
为了保障加工工件的质量, 在安装刀具时,应用百分表对刀尖的圆度和平面度进行测量,以保障各个刀尖安装在同一平面和同一圆周上。
两把刀具加工四边形的轨迹如图3所示。
三把刀具加工六边形的轨迹如图4所示,实物如图5所示。
以FANUC中两主轴之间的控制为例,首先应该确认系统是否有主轴间多边形加工功能,如果没有此功能,系统必须安装此功能,并且两主轴都应设定为旋转轴。设置参数见表1。

加工编程可以如下:
M03 S800;(主轴转速800r/min)
G00 X85.0 Z10.0
G51.2 P1 Q2;(刀具数和多边形 的边数比例为1∶2,刀具的旋转速度为 1 600r/min)
G01 X75.0 F10.0;(X方向切入)
Z-20.0;(Z向的切削长度)
G04 X1.0;(暂停1s)
G00 X85.0 Z10.0;(X/Z方向退 出)
G50.2;(取消多边形加工指令)
M05;(停止主轴)
在加工过程中,有很多用户时常反映工件表面会出现横向的纹路(见图6),如果出现这种情况应检查以下几点:①在主轴侧,首先应检查主轴和电动机连接的皮带够不够紧。②主轴位置编码器的连接是否松动。③其次要检查刀具电动机和刀盘的连接是否松动。④刀盘与连接轴间隙是否大。以上情况有一项存在, 加工的工件就一定会出现横纹。多边形加工功能不仅操作非常方便,在加工工件的形状上也比传统的机械传动更加自由和多样,并在加工精度上和形状误差上有很大的提高和改善,这种使用方法,在参数设定和调试时极为方便,在操作使用和程序编辑中更易于掌握,可以为用户创造更高的经济效益。本文发表于《金属加工(冷加工)》2020年第1期78-79页,作者:山东鲁南机床有限公司,王彦平、刘佳慧,原标题:《FANUC系统多边形加工功能的实现和经验》。深圳市鑫腾辉数控设备有限公司建立以来始终致力数控机床产品的开发、设计,公司拥有先进的生产设备和雄厚的科技力量、丰富的生产经验和严格的质量管理体系,在国内同行业中处于优势地位。公司坚持“以开发求发展、以质量求生存、以信誉拓市场”为宗旨,为客户创造真正的价值,我们真诚期望在互惠互利的原则下与各界朋友长期合作,共同发展!








